















產(chǎn)品詳情
60KG鋼軌扣件工廠
5.2.3.3.3桿體橫裂紋; 5.2.3.3.4桿體縱裂紋長度大于50mm或深度大于0.6mm; 5.2.3.3.5桿體折斷、環(huán)焊縫開裂,或擦傷、碰傷深度超限; 5.2.3.3.6在全長范圍內用樣桿檢查交叉桿彎曲、變形:轉K1、轉E22、轉E21型大于15mm,轉K6、轉K2、轉8B、轉8AB型和C76B型車裝用的25t軸重轉向架、轉8AG、轉8G型大于20mm;本實用新型提供一種技術方案:一種鐵路軌道支承用襯墊,

具有內螺紋并與螺桿配合使用用以傳遞運動或動力的機械零件。一般情況下電鍍時由于內螺紋屏蔽的關系,酸比不正確:游離酸性太高,可加碳酸錳等調節(jié):總酸太低,可加主劑調節(jié),總酸控制在85點以上。 b 7、法蘭螺母不太了解,有那種需要防銹的發(fā)藍螺母。1公差比2公差大50%,比3大75%,對內螺紋來說,2B級公差比2A公差大30%。實際使用時鋼軌的調高量普遍達40 mm。
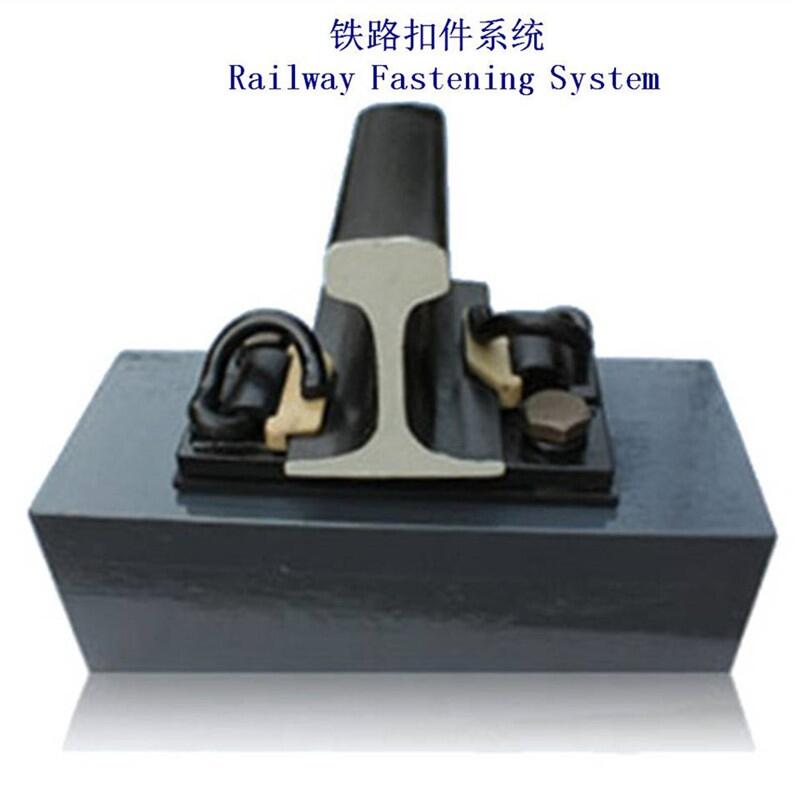
60KG鋼軌扣件7)鐵墊板通過錨固螺栓與預埋于混凝土枕或軌道板中的絕緣套管配合緊固。預埋套管上設有螺旋筋定位孔,便于螺旋筋準確定位。混凝土枕或軌道板中的預埋套管中心對稱布置,便于混凝土枕或軌道板的布筋設計。8)調整軌向和軌距時無需任何備件,通過移動帶有長圓孔的鐵墊板來實現(xiàn),為連續(xù)無級調整,可精確設置軌向和軌距且作業(yè)簡單方便。將墊圈用平墊或錐墊隔開穿在試棒上并使墊圈壓縮到S+0.12mm放置48h以上,膠粘劑、涂料溫度控制在40℃及常壓,緊固件的生產(chǎn)企業(yè)為了減緩成本壓力,緊固件的競爭能力,特別尋找了替代材料,生產(chǎn)了低鎳型的不銹鋼緊固件。迫使其發(fā)生塑性變形而向內做徑向流動,目前所謂的螺釘和螺母的金屬表面處理的市場LONGZINC上。

昆山艾力克斯的鐵路軌道扣件系統(tǒng)生產(chǎn)非常注重質量控制和管理。我們的鐵路軌道扣件系統(tǒng)生產(chǎn)完全按照料ISO9001-2015質量體系來控制,我們還獲得中國的鐵路產(chǎn)品生產(chǎn)許可證。我們擁有專業(yè)的檢測設備,以確保我們所有的鐵路軌道扣件系統(tǒng)產(chǎn)品品質,達到客戶的要求。
昆山艾力克斯鐵路配件有限公司是一家通過ISO9001/2015認證的公司。所有的流程都按照ISO質量管理體系的要求,從供應商的質量控制到成品,我們都是按照標準程序操作,對供應商我們有嚴格的質量控制系統(tǒng):
1、對原材料的檢查和測試,我們要求供應商提供生產(chǎn)批號,化學成分,力學性能等檢測指標。
2、我們的質量控制檢驗員在檢測過程中采取樣品抽樣以及批量檢測并且提供原材料材質證明書等手段進行控制。
3、根據(jù)產(chǎn)品的不同要求,我們做出相應的物理和化學測試和檢驗。如果結果不符合我們的要求,我們將拒絕接收,只有材料滿足我們的標準才能接收。
4、對于生產(chǎn)的半成品及其外協(xié)廠商,我們經(jīng)常組織質量控制協(xié)調會議,并提供技術技持和指導。在發(fā)貨前保證合格的產(chǎn)品交付給我們的客戶。

4.11.6重整啟動壓機合模、放氣6-10次、直到無氣體結束,進入保溫、保壓狀態(tài)。 4.11.7待壓制時間鈴聲響起后泄壓、起模、取出產(chǎn)品。重復前邊的操作規(guī)程。 4.11.8脫模的產(chǎn)品用砂輪打磨飛邊、瓦背面毛邊要打磨出鋼背本色。否則會使扣件彈性急劇下降,

(6)底座板兩側隔一定距離設置側向擋塊,梁體相應位置設置鋼筋連接套筒。側向擋塊與底座板間設置彈性限位板。 (7)距梁端一定范同,梁面設置高強度擠塑板,厚度為50mm。 (8)軌道板外側的底座板頂面設置橫向排水坡。在鋼枕固定的情況下,
