



















產(chǎn)品詳情
采用從兩端套人后中間手工焊接的方式完成穿管。穿管過程最主要的作用是避免保溫管出現(xiàn)偏心。支架要均勻分布在防腐管與外護(hù)管組成的環(huán)形空間內(nèi),支架要有足夠的強(qiáng)度和數(shù)量。彎管易在彎曲部位產(chǎn)生偏心現(xiàn)象,下料時(shí)要在外護(hù)管表面和防腐管表面進(jìn)行定位標(biāo)識(shí),穿管時(shí)嚴(yán)格按照已有的標(biāo)識(shí)進(jìn)行定位,可有效減少偏心量。





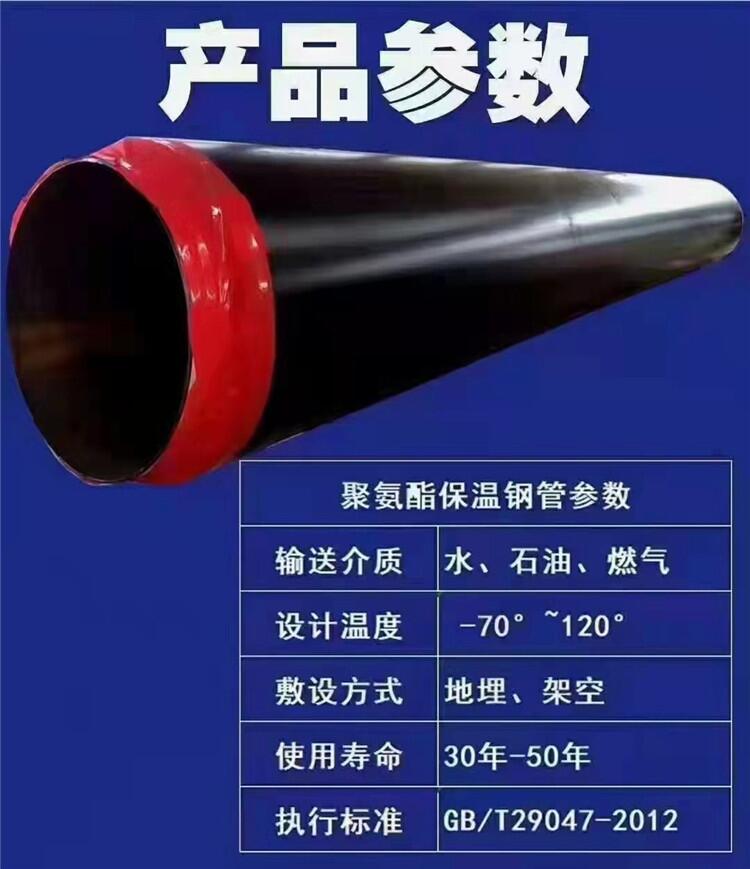
宏科華管道公司發(fā)泡《高密度聚乙烯外護(hù)管聚氨酷泡沫塑料預(yù)制直埋保溫管》中關(guān)于泡沫結(jié)構(gòu)、泡沫密度、壓縮強(qiáng)度、吸水率、導(dǎo)熱系數(shù)的規(guī)定。發(fā)泡成刑過程中,原料溫度與環(huán)境溫度的高低及恒定與否直接影響泡沫的質(zhì)量,溫度較低時(shí)應(yīng)適當(dāng)加大投料量,溫度較高時(shí)則應(yīng)適當(dāng)降低投料量。環(huán)境溫度以20~30℃為宜,原料溫度可控制在20~30℃范圍或稍高一些。




溫度較低時(shí),反應(yīng)進(jìn)行緩慢,泡沫固化時(shí)間長(zhǎng);溫度高時(shí),反應(yīng)進(jìn)行得快,泡沫固化時(shí)間短,過慢和過快都易產(chǎn)生空洞和塌泡等缺陷。當(dāng)發(fā)泡機(jī)自身的溫控系統(tǒng)或簡(jiǎn)單的溫控措施不能保證料溫時(shí),需要采用空調(diào)系統(tǒng)對(duì)原料進(jìn)行溫度調(diào)節(jié)。直埋高密度聚乙烯保溫鋼管屬性分析以及鋼管和外套管之間的硬質(zhì)聚氨酯泡沫保溫層緊密結(jié)合而成。這也正是聚氨酪保溫直埋管在我國(guó)供熱工程。





