







產(chǎn)品詳情
鍍鎳銅片與銅帶超聲波金屬焊接設(shè)備 超聲波金屬點(diǎn)焊機(jī)與普通電機(jī)相比,換能器的主要有兩大區(qū)別:首先,換能器把電能轉(zhuǎn)換為線形振動(dòng)而不是轉(zhuǎn)動(dòng);其次,它的工作效率非常高,能夠把95%的電能進(jìn)行轉(zhuǎn)化。通過換能器轉(zhuǎn)換后,機(jī)械能被作用到焊頭上。超聲波焊頭由優(yōu)質(zhì)工具鋼制成,并根據(jù)聲學(xué)原理加工成特定的形狀,從而保證了能量的最大傳輸。
鍍鎳銅片與銅帶超聲波金屬焊接 多股細(xì)銅絲與銅片金屬焊接機(jī)優(yōu)點(diǎn):
1)、焊接材料不熔融,不脆弱金屬特性。
2)、焊接后導(dǎo)電性好,電阻系數(shù)極低或近乎零。
3)、對(duì)焊接金屬表面要求低,氧化或電鍍均可焊接。
4)、焊接時(shí)間短,不需任何助焊劑、氣體、焊料。
5)、焊接無火花,環(huán)保安全。
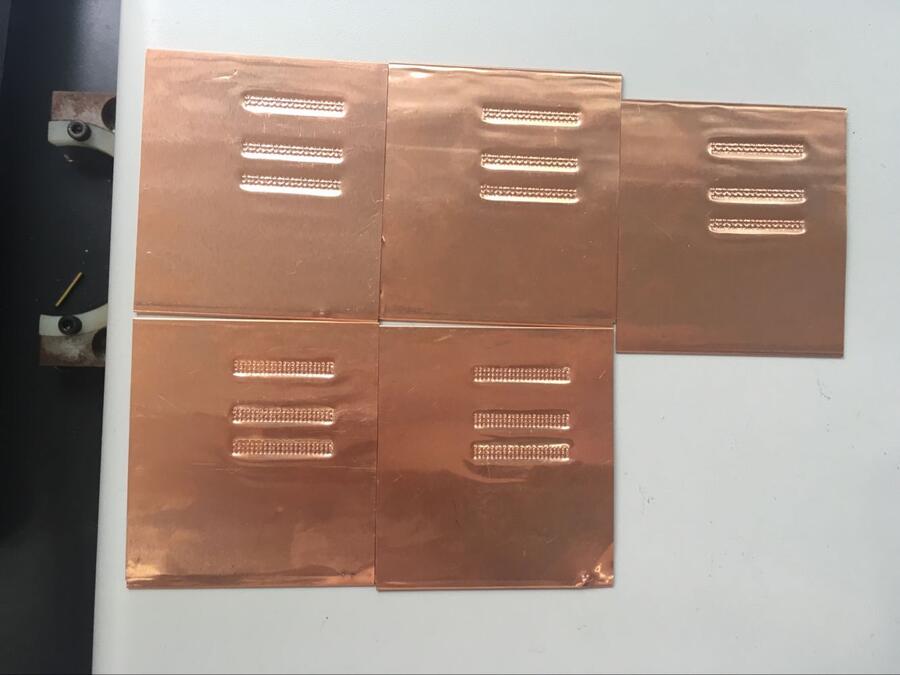
鍍鎳銅片與銅帶超聲波金屬焊接設(shè)備 多股細(xì)銅絲與銅片金屬焊接機(jī) 1mm厚銅片與銅片超聲波焊接特點(diǎn):
1、兩被焊接物體重疊,經(jīng)超聲振動(dòng)加壓接合成固態(tài)形式,接合時(shí)間短,且接合部分不產(chǎn)生鑄造組織(粗糙面)缺陷。
2、超聲焊與電阻焊方法比較,模具壽命長,模具整修與替換時(shí)間少,而且易于實(shí)現(xiàn)自動(dòng)化。
3、同種金屬不同種金屬之間均可以進(jìn)行超聲焊接,與電氣焊相比耗費(fèi)能量少得多。
4、超聲焊與其他壓焊相比,要求壓力較小,且變型量在10%以下,而冷壓焊其工件變形量達(dá)40%-90%.
5、超聲焊接不像其他焊接那樣要求進(jìn)行被焊表面的預(yù)處理及焊后的后處理。
6、處理超聲焊接無需助焊劑、金屬填料、外部加熱等外部因素
鍍鎳銅片與銅帶超聲波金屬焊接設(shè)備 焊接優(yōu)點(diǎn):
1)、焊接材料不熔融,不脆弱金屬特性。
2)、焊接后導(dǎo)電性好,電阻系數(shù)極低或近乎零。
3)、對(duì)焊接金屬表面要求低,氧化或電鍍均可焊接。
4)、焊接時(shí)間短,不需任何助焊劑、氣體、焊料。
5)、焊接無火花,環(huán)保安全。
鍍鎳銅片與銅帶超聲波金屬焊接 多股細(xì)銅絲與銅片金屬焊接機(jī) 1mm厚銅片與銅片超聲波焊接特點(diǎn):
1、兩被焊接物體重疊,經(jīng)超聲振動(dòng)加壓接合成固態(tài)形式,接合時(shí)間短,且接合部分不產(chǎn)生鑄造組織(粗糙面)缺陷。
2、超聲焊與電阻焊方法比較,模具壽命長,模具整修與替換時(shí)間少,而且易于實(shí)現(xiàn)自動(dòng)化。
3、同種金屬不同種金屬之間均可以進(jìn)行超聲焊接,與電氣焊相比耗費(fèi)能量少得多。
4、超聲焊與其他壓焊相比,要求壓力較小,且變型量在10%以下,而冷壓焊其工件變形量達(dá)40%-90%.
5、超聲焊接不像其他焊接那樣要求進(jìn)行被焊表面的預(yù)處理及焊后的后處理。
6、處理超聲焊接無需助焊劑、金屬填料、外部加熱等外部因素
李聰 18951582122 http://bnsonic.com
