















產品詳情
鹽城響水環氧灌注膠_鹽城響水墻體裂縫修補膠



鹽城響水環氧灌注膠_鹽城響水墻體裂縫修補膠

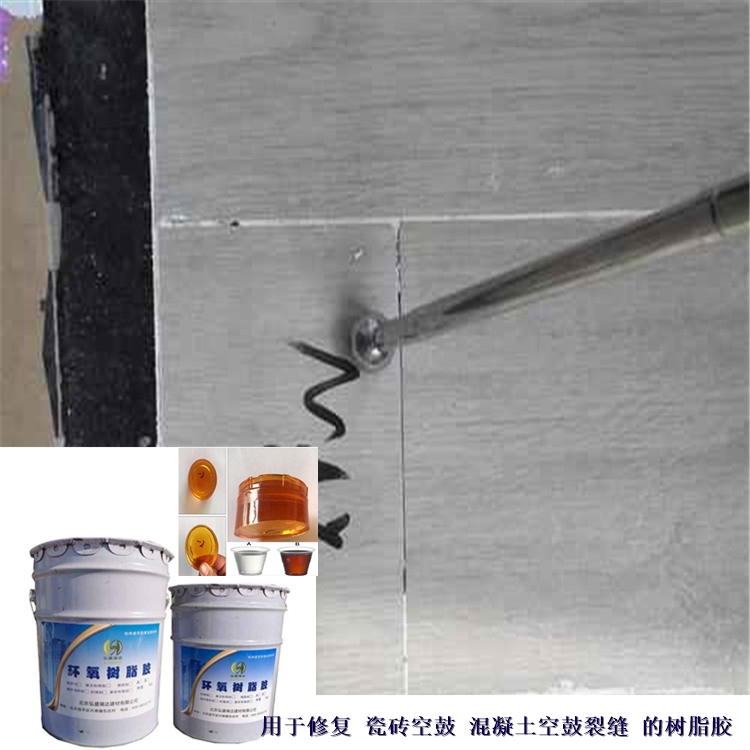
使用方法:
A、裂縫表面的處理B、調膠C、封縫D、設置注膠嘴E、壓力灌膠
1、裂縫處理
對較小的混凝土構件裂縫,用鋼絲刷等工具清除混凝土裂縫表面的灰塵、浮渣及松散層等污物,刷去浮灰;用酒精沿著裂縫兩側2-3cm范圍擦拭干凈。
對體積較大的混凝土構件或較深的裂縫,可沿裂縫采取鉆孔灌膠,以便使膠液有更廣的通路進入裂縫。
2、設置灌膠嘴底座
在裂縫的交錯處、裂縫較寬處及裂縫端部等位置必須設置灌膠嘴。灌膠嘴的間距可根據裂縫大小、走向及結構形式而定,一般灌漿嘴間距為20-30cm。在一條裂縫上必須設置有進膠、排氣或出膠口。灌膠嘴底座可先采用封縫膠粘貼在預定位置,也可在封縫時一同粘貼。
3、封縫
封縫質量的好壞直接影響灌漿效果與質量,應特別予以重視。裂縫的封閉可采用封縫膠,按推薦配膠比例稱取并調配封縫膠。用油灰刀沿裂縫反復涂刮后均勻涂抹一層厚約1-2mm、寬不小于30mm的膠泥,注意防止小氣泡或密封不嚴。
4、封縫膠固化快、粘結牢固,需隨配隨用,是自動壓力灌漿工藝配套使用的裂縫封閉和粘貼底座的專用膠。封縫完好后10分鐘即可進行注膠
5、配制灌注膠液連續注膠
注膠操作應使用專用的注膠器具。按比例配制灌漿樹脂,倒入軟管中,把裝有樹脂的灌漿器旋緊于底座上,松開彈簧進行注膠。根據裂縫區域大小,可采用單孔灌漿或分區群孔灌漿。在一條裂縫上的灌漿可由淺到深,由下而上,由一端到另一端。樹脂不足可反復補充。灌漿壓力常采用0.6MPa的自動壓力灌漿器注漿,在保證灌漿順暢的情況下,采用較低的灌漿壓力和較長的灌漿時間,可獲得更好的灌漿效果。當后一個出漿口出膠且出膠速率保持穩定后,再保持壓注10分鐘左右即可停止灌漿。拆除灌漿器并用堵頭旋轉于底座以防止膠液溢出
6、膠液固化
灌漿樹脂(裂縫修補)膠應在5℃以上的環境中固化,固化時間視環境溫度而定。一般情況(25℃)下,完全固化2-3天即可。
7、灌膠效果檢驗
灌漿結束后應檢驗灌漿效果及質量,凡有不密實等不合格情況,應進行補注。
大面積修補為提高修補速度,縮短工期可用高壓注漿機修補
成材性能是指從礦床中開采,加工出一定規格要求,一定數量荒料和板材的可能性。工業上要求石材的成材性能越高越好。成材性必用荒料率和出材率兩個指標來衡量。荒料率又稱成塊率(rateofstoneblock)。是指從開采的同一范圍的原巖總體積中所獲得的石材荒料體積的百分率。以百分數表示。荒料率=獲得的荒料體積(立方米)/開采的原巖總體積(立方米)x1%荒料率分理論荒料率、試采荒料率。礦山生產實際獲得的荒料為實際荒料率。鹽城響水環氧灌注膠_鹽城響水墻體裂縫修補膠氧化鋁陶瓷制品成型方法有干壓、注漿、擠壓、冷等靜壓、注射、流延、熱壓與熱等靜壓成型等多種方法。近幾年來又開發出壓濾成型、直接凝固注模成型、凝膠注成型、離心注漿成型與固體自由成型等成型技術方法。不同的產品形狀、尺寸、復雜造型與精度的產品需要不同的成型方法。干壓成型:氧化鋁陶瓷干壓成型技術僅限于形狀單純且內壁厚度超過1mm,長度與直徑之比不大于4∶1的物件。成型方法有單軸向或雙向。壓機有液壓式、機械式兩種,可呈半自動或全自動成型方式。鹽城響水環氧灌注膠_鹽城響水墻體裂縫修補膠插接式大模內置現澆外保溫體系的技術特點:施工方便。現場施工時,保溫板安裝與混凝土澆筑同時進行,即節約了工期又降低了保溫板的安裝成本。熱工性能好。采用鋼塑復合插接栓及其組合套件固定保溫板,耐酸堿腐蝕性強,同時避免了熱橋作用,保溫隔熱效果好。工程質量易保證。保溫板采用高低縫搭接,無露漿現象,通過混凝土側壓力和大模板支撐力的共同作用,使保溫板的安裝質量更易保證。與結構連接安全可靠。獨特的連接構造和掛網設計,使飾面層的傳力結構更合理,插接栓數量可根據不同的飾面荷載及結構高度進行調整,與結構連接具有極高的安全性和可靠性。


