













產(chǎn)品詳情
AISI1005結(jié)構(gòu)鋼的基本特性
AISI 1005是一種碳素結(jié)構(gòu)鋼,也被稱為C1005鋼。這種鋼材以其低碳含量(約0.05%)而著稱,賦予了它良好的可塑性和韌性,但相對較低的強(qiáng)度和硬度。其化學(xué)成分主要包括0.08%的錳、0.03%的硫和0.035%的磷。
應(yīng)用領(lǐng)域
由于其優(yōu)異的可塑性和成形性,AISI 1005常用于制造薄板、薄壁管和鋼絲等低強(qiáng)度結(jié)構(gòu)零件。此外,它也廣泛應(yīng)用于電子設(shè)備、電器和汽車制造等領(lǐng)域。
AISI1005結(jié)構(gòu)鋼的應(yīng)用實(shí)例
模具制造中的應(yīng)用
在模具制造中,AISI 1005鋼材可用于制作模架、導(dǎo)柱、導(dǎo)套等部件。由于其良好的可塑性和韌性,這些部件在承受較大壓力和沖擊時仍能保持良好的性能。
電子設(shè)備制造中的應(yīng)用
AISI 1005鋼材因其優(yōu)異的導(dǎo)電性和加工性能,也被廣泛應(yīng)用于電子設(shè)備的制造中。例如,用于制造電線、電纜和其他電氣元件。
綜上所述,AISI 1005結(jié)構(gòu)鋼以其優(yōu)異的可塑性和韌性,在多個領(lǐng)域有著廣泛的應(yīng)用。在選擇和使用AISI 1005鋼材時,建議根據(jù)具體需求和行業(yè)標(biāo)準(zhǔn)進(jìn)行選擇和驗(yàn)證,以確保產(chǎn)品的質(zhì)量和性能。
AISI1006結(jié)構(gòu)鋼材料概況
AISI1006是一種低碳結(jié)構(gòu)鋼,也被稱為C1006鋼,其碳含量約為0.06%左右。以下是關(guān)于它的詳細(xì)介紹:
一、化學(xué)成分
主要元素
碳(C):含量約0.06%,這種低碳含量使得鋼材具有較好的可塑性和韌性,但強(qiáng)度和硬度相對較低。
錳(Mn):含量為0.25%左右,錳元素有助于提高鋼材的強(qiáng)度和韌性等性能。
磷(P):含量約0.04%。
硫(S):含量約0.05%。此外,鉻(Cr)≤0.10,鎳(Ni)≤0.30。
二、材料特性
機(jī)械性能方面
強(qiáng)度和硬度較低:由于其低碳含量的特性,AISI1006結(jié)構(gòu)鋼在強(qiáng)度和硬度上表現(xiàn)相對不高。
良好的可塑性和韌性:在加工過程中,能夠比較容易地進(jìn)行變形操作,不易發(fā)生斷裂,適合一些需要進(jìn)行復(fù)雜形狀加工的場合。
加工性能方面
優(yōu)良的可加工性:可以適應(yīng)多種加工工藝,如冷軋、冷成型和深沖壓加工等,并且具有良好的可焊性,在制造過程中易于進(jìn)行焊接操作,能夠滿足不同的結(jié)構(gòu)連接需求。
良好的成形性:在冷成型、深沖壓等加工中能較好地保持形狀,可用于制造薄板、薄壁管和鋼絲等低強(qiáng)度結(jié)構(gòu)零件。
表面及防銹性能方面
延伸率高、表面光滑:能達(dá)到鏡面效果,這使得它在一些對外觀要求較高的產(chǎn)品制造中有優(yōu)勢。
耐生銹特性:適用于一些對防銹有一定要求的環(huán)境,如一些簡單的室內(nèi)結(jié)構(gòu)件或者防護(hù)較好的設(shè)備部件等。
三、規(guī)格尺寸
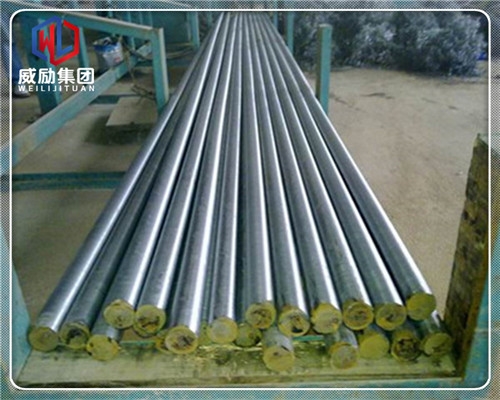
棒材:黑皮棒、冷拉棒、光亮棒、研磨棒,直徑范圍為1.0mm - 300mm,長度可達(dá)6米定尺且有庫存。
板材:厚度范圍從0.5 - 80mm,長1 - 6米,寬0.5 - 3m,包括卷板(薄板)、平板等形式。
帶材:不銹鋼帶、普通帶、高精帶,規(guī)格為0.01mm - 2.0mm600mmC(公差為正負(fù)0.02mm)。
管材:包含圓管、焊接管、無縫管,外徑6 - 530mm,壁厚0.5 - 50mm,長度1 - 12m。
四、應(yīng)用領(lǐng)域
汽車制造:用于制造汽車中的一些低強(qiáng)度結(jié)構(gòu)部件,如汽車外殼的部分結(jié)構(gòu)件等,這是由于其較好的可塑性、韌性以及可加工性。
電子設(shè)備和電器制造:像LED支架、轉(zhuǎn)定子、VCD機(jī)外殼等,利用其良好的成形性、表面光滑等特性,能夠滿足電子設(shè)備對于精密部件的要求。
五金制品:廣泛應(yīng)用于各類五金沖壓、拉伸產(chǎn)品,例如燈飾、風(fēng)扇、抽煙機(jī)、摩托車油箱、鋼管、家用電器及外殼等,這得益于其良好的可塑性、可加工性以及耐生銹的特性。
其他領(lǐng)域:還普遍應(yīng)用于電力、石油化學(xué)、船舶、機(jī)械、環(huán)保等行業(yè)中的一些低強(qiáng)度結(jié)構(gòu)件的制造,在這些行業(yè)中利用其可焊性等特點(diǎn)進(jìn)行結(jié)構(gòu)的組建和制造。
AISI1005結(jié)構(gòu)鋼兩側(cè)不小于壁厚的三倍,且不小于50mm,以免過熱。在焊接過程中,需要在焊接基礎(chǔ)之前先焊接復(fù)合層,整個過程的順序是密封層,底焊,過渡層,填充層和覆蓋層。焊接時,管子的內(nèi)壁應(yīng)保持齊平,內(nèi)壁不得超過管壁厚度的10%,且應(yīng)小于2mm。焊接時,盡量采用多層焊接,焊縫的焊縫應(yīng)盡可能錯,焊縫不要太寬太厚。在焊接過程中,必須在管道中填充氬氣以確保焊接質(zhì)量。在底部焊接位置,將反向焊接的位置與內(nèi)圓角一起使用。預(yù)熱采用電加熱方式。以中心線為基準(zhǔn)并將垂直焊接和水平焊接的位置用于焊接。附加好即使在弧形坡口處,也要避免在弧焊部位,弧形處確保焊縫熔透和熔合,在焊接結(jié)束時填充弧坑,以減少氬氣流量,壓力,避免過熱大使焊垂。不要與鎢或電弧的電弧。
