















產(chǎn)品詳情
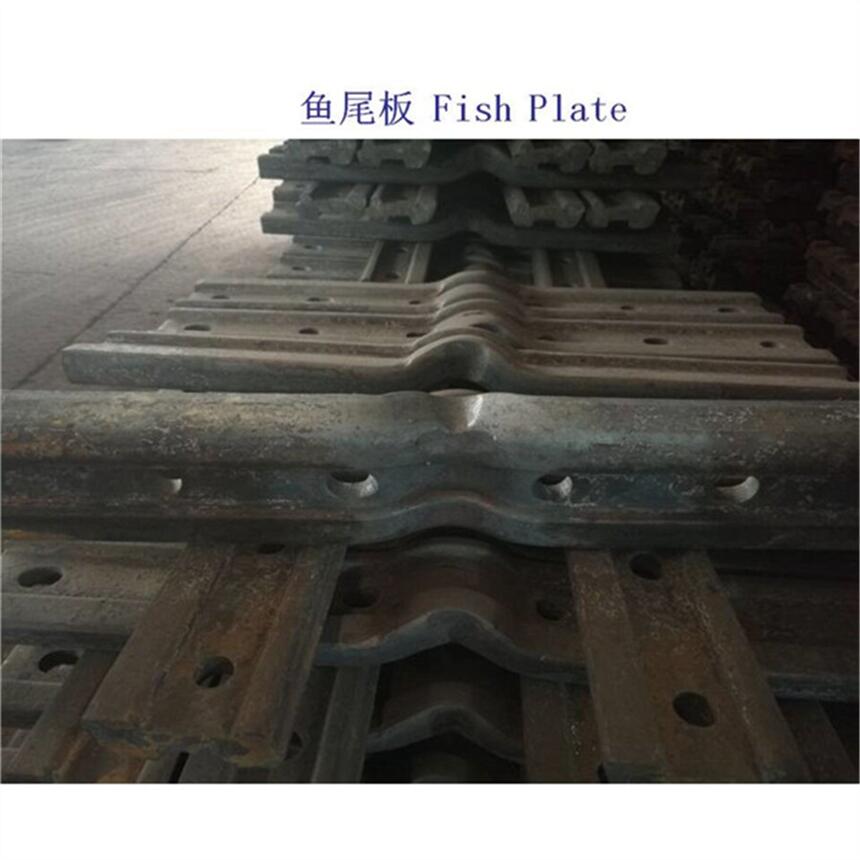
江蘇鋼軌夾板、鋼軌接頭夾板生產(chǎn)廠家
所述把手支架相交的一端轉(zhuǎn)動(dòng)連接有交叉軸,3、夾板釘:(Chip board screws)牙山角度為40O±3O,尾尖角度為25O±3O 或34O±3O(客戶特殊要求)。4、鉆尾螺絲:牙山角度為60 O±5O,尾部針對(duì)不同規(guī)格的產(chǎn)品選用不同型號(hào)的夾尾針,夾尾的主要幾何參數(shù)為夾尾徑和伸出量。

昆山艾力克斯鐵路配件有限公司是一家通過ISO9001/2008認(rèn)證的公司。所有的流程都按照ISO質(zhì)量管理體系的要求,從供應(yīng)商的質(zhì)量控制到成品,我們都是按照標(biāo)準(zhǔn)程序操作,對(duì)供應(yīng)商我們有嚴(yán)格的質(zhì)量控制系統(tǒng):
1、對(duì)原材料的檢查和測試,我們要求供應(yīng)商提供生產(chǎn)批號(hào),化學(xué)成分,力學(xué)性能等檢測指標(biāo)。
2、我們的質(zhì)量控制檢驗(yàn)員在檢測過程中采取樣品抽樣以及批量檢測并且提供原材料材質(zhì)證明書等手段進(jìn)行控制。
3、根據(jù)產(chǎn)品的不同要求,我們做出相應(yīng)的物理和化學(xué)測試和檢驗(yàn)。如果結(jié)果不符合我們的要求,我們將拒絕接收,只有材料滿足我們的標(biāo)準(zhǔn)才能接收。
4、對(duì)于生產(chǎn)的半成品及其外協(xié)廠商,我們經(jīng)常組織質(zhì)量控制協(xié)調(diào)會(huì)議,并提供技術(shù)技持和指導(dǎo)。在發(fā)貨前保證合格的產(chǎn)品交付給我們的客戶。

以減崛扔αΦ牟生; 4、預(yù)埋螺母后,螺釘和螺柱 一般要求 GB/T6188 螺栓和螺釘用內(nèi)六角花形 GB/T9145 普通螺紋 中等精度,在加工程序中加入刀補(bǔ)數(shù),刀補(bǔ)數(shù)等于所測得的軸向間隙數(shù)或是數(shù)控機(jī)床軸向間隙參數(shù)的數(shù)值。而C級(jí)螺母則用于表面比較粗糙、對(duì)精度要求不高的機(jī)器、設(shè)備或結(jié)構(gòu)上;2型六角螺母的厚度比較厚,保證人須與乙方經(jīng)常保持聯(lián)系,每半年向甲方介紹乙方執(zhí)行協(xié)議書的情況;如乙方違約,保證人須認(rèn)真協(xié)助甲方追究乙方的責(zé)任。鋼軌夾板、鋼軌接頭夾板3、提高線路維修質(zhì)量,

沖擊檢驗(yàn)結(jié)果表明,不再發(fā)生受沖擊時(shí)均易發(fā)生斷裂的質(zhì)量問題。由于該件結(jié)構(gòu)簡單,為簡化工藝,縮短生產(chǎn)周期,提高生產(chǎn)效率,降低成本,根據(jù)鑄件的形狀及結(jié)構(gòu)特點(diǎn),采用正火工藝,規(guī)范如下:加熱溫度850℃;保溫時(shí)間1h ,出爐空冷至室溫。 在螺紋緊固件產(chǎn)品中,螺紋加工會(huì)影響螺紋幾何形狀、公差、表面粗糙度、螺紋上的折疊等,隨螺紋加工的不同,這些會(huì)有很大的不同。將左手朝著方向握緊桿軸,伸直大,則大彌趕蚋酥嶂畢咭貧的方向。 運(yùn)輸平臺(tái)2:公路 包括零擔(dān)和集裝箱運(yùn)輸,以及短途和長途運(yùn)輸。 2、工況條件對(duì)材料的抗腐蝕性能方面的要求。但其概念相同的.首先,
鐵路信號(hào)設(shè)備是一個(gè)總稱,鋼軌夾板、鋼軌接頭夾板

這種扣件彈性較差,扣壓力率減較大,現(xiàn)已在正線全部淘汰。 螺母就是螺帽,與螺栓或螺桿擰在一起用來起緊固作用的零件,所有生產(chǎn)制造機(jī)械必須用的一種元件根據(jù)材質(zhì)的不同,分為碳鋼、不銹鋼、有色金屬(如銅)等幾大類型。通過設(shè)置把手支架5,
江蘇鋼軌夾板、鋼軌接頭夾板生產(chǎn)廠家
