





產(chǎn)品詳情
冷硬鑄鐵車加工刀片(耐磨刀片)
加工合金冷硬鑄鐵材質(zhì)氣門挺桿時 ,遇到刀具不耐磨,崩刃問題。歡迎致電 15638121553 吳百利 鄭州華菱 市場部
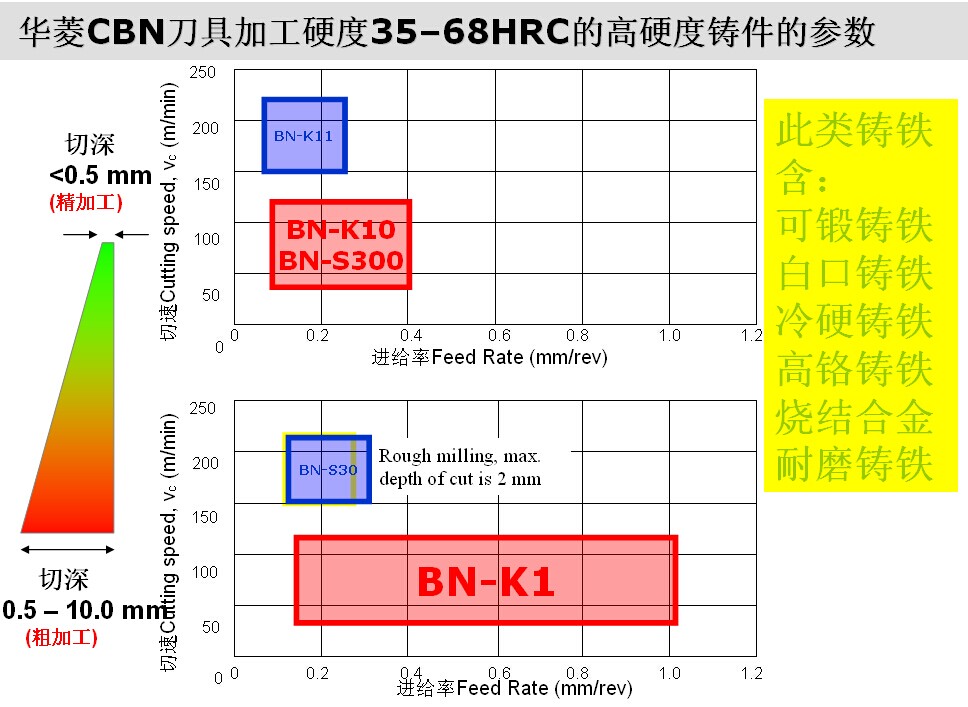
冷激鑄鐵,也叫激冷鑄鐵或冷硬鑄鐵,作為性能優(yōu)異的耐磨合金鑄鐵,廣泛推廣于六、七十年代,八十年代技術(shù)完全成熟,冷硬鑄鐵由于硬而脆,在切削車削加工中,普通牌號合金刀片不耐磨,影響車削加工效率或出現(xiàn)尺寸不穩(wěn)定,而使用陶瓷或華菱超硬刀片時,又容易出現(xiàn)崩邊現(xiàn)象,造成廢品或損壞刀片。針對冷激鑄鐵切削車削加工特點,華菱超硬研發(fā)的BN-S30牌號超硬刀片,在車削加工冷激鑄鐵領域,取得無可比擬的優(yōu)勢。BN-S30超硬刀片牌號,是華菱超硬根據(jù)工件材質(zhì)的切削性能的差異化、針對性研發(fā)的重要創(chuàng)舉。
冷硬鑄鐵和耐磨合金鑄鐵是生產(chǎn)中常見的耐磨材料。冷硬鑄鐵的表層一定厚度為白口化,其內(nèi)部仍保持灰口組織,以防整體脆化。激冷的表層硬度可達HRC60左右,常用來做壓延機軋輥。耐磨合金鑄鐵,如高鉻鑄鐵,含鉻量22%~25%,還含有硅、錳,該鑄鐵不僅硬度高達HRC60左右,而且還耐800℃以上的高溫,常用來制造高溫工作條件下的耐磨件。由于這類鑄鐵的硬度,切削時的單位切削力可達3000MPa,是切削45號鋼的1.5倍;切削力集中在刀具刃口附近,加上有氣孔、夾砂,造成切削時易損壞刀具;由于冷硬鑄鐵的脆性大,切削時會發(fā)生崩邊現(xiàn)象
針對冷硬鑄鐵材質(zhì)氣門挺桿刀具材質(zhì)及切削參數(shù)
汽車零部件氣門挺桿材質(zhì)合金冷硬鑄鐵
加工氣門挺桿材質(zhì)為冷硬鑄鐵 專用BN-S30材質(zhì)刀片 BN-S30材質(zhì)刀片 屬于粗精車均可加工 單邊余量控制2-5mm之間即可
切削加工冷硬鑄鐵材質(zhì)參數(shù):
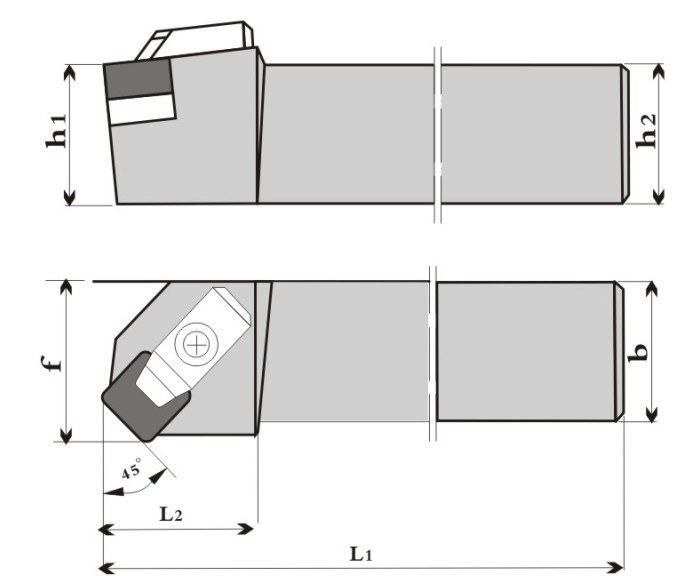
刀桿型號:CSSNR2525 (45度車刀) 刀片材質(zhì):BN-S30 刀片型號:SNMN120712
線速度Vc=80-90m/min;走刀量:0.10-0.15mm/r 切刀深度:Ap=0.50-1mm .
刀具材質(zhì) 刀片型號 加工方式 生產(chǎn)節(jié)拍
BN-S30 SNMN120712-8S 干式 400-500件/刃口

金剛石砂輪重磨一下后 ,一個刀片加工600-700 , 方形刀片 八個刃口 平均 80 件/刃口
精車加工氣門挺桿接口處錐面, BN-K10 材質(zhì) TNGA160408F-6s
線速度Vc=80-90m/min;走刀量:0.10mm/r 切刀深度:Ap=<0.50mm <><0.50mm??<>
一個刃口加工500-600件

凡是購買我司鄭州華菱 超硬刀具 均 質(zhì)量三包,全程技術(shù)跟蹤服務。
冷硬鑄鐵車加工刀片(耐磨刀片)
