


產品詳情







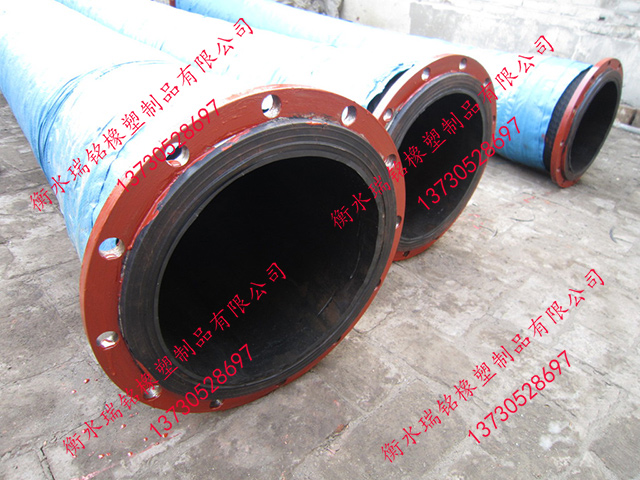
 ( 3 ) 端部接頭這類軟管的端部接頭在中壓軟管上都采用可拆形式組件接頭 ,高壓和超高壓的軟管則以 "唇"的形式扣壓組件接頭。2.用橡膠作內密封層,以鋼絲或不銹鋼絲作增強層,外包橡膠層以及 用石棉織物作保護層的軟管。這種軟管是用耐航空液體介質、性能 良好的橡膠作內密封層,增強層大多采用利于橡膠整體粘合的鍍銅鋼絲 ,外保護層選用耐 環境條件和耐天候老化的橡膠或以不銹鋼絲、石棉編 織物構成。這類軟管的制造工藝過程:內膠壓制 - 今套鐵芯 - 一卜鋼絲增強 (編織 或 纏 繞 )一外膠壓制 (抽真空 )一包水布硫化一質量檢查 - 爭裝配端部接頭一軟管總成檢驗 。
( 3 ) 端部接頭這類軟管的端部接頭在中壓軟管上都采用可拆形式組件接頭 ,高壓和超高壓的軟管則以 "唇"的形式扣壓組件接頭。2.用橡膠作內密封層,以鋼絲或不銹鋼絲作增強層,外包橡膠層以及 用石棉織物作保護層的軟管。這種軟管是用耐航空液體介質、性能 良好的橡膠作內密封層,增強層大多采用利于橡膠整體粘合的鍍銅鋼絲 ,外保護層選用耐 環境條件和耐天候老化的橡膠或以不銹鋼絲、石棉編 織物構成。這類軟管的制造工藝過程:內膠壓制 - 今套鐵芯 - 一卜鋼絲增強 (編織 或 纏 繞 )一外膠壓制 (抽真空 )一包水布硫化一質量檢查 - 爭裝配端部接頭一軟管總成檢驗 。




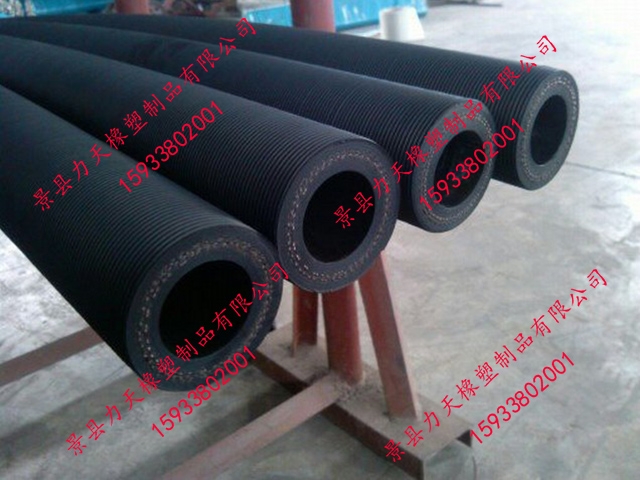
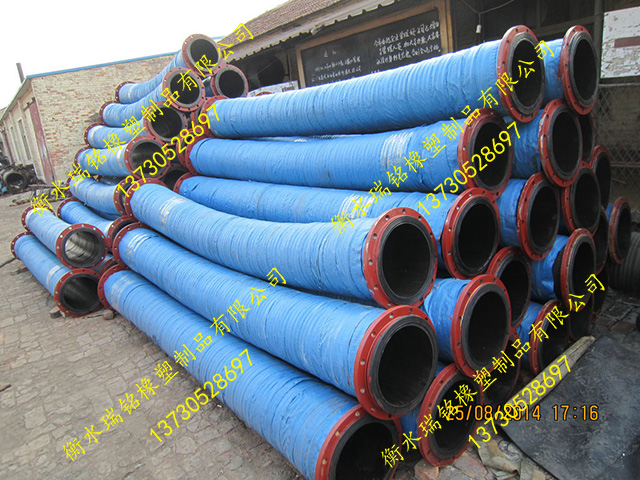
 目前這類軟管在液壓機械上需用量很大 約占整個軟管產量的70 %以上 因此要提高這類產品的生產效率、減少損耗,就采用軟芯包鉛硫化工藝生產。軟芯制備 (見圖 6 )s e )內膠壓制一- )冷凍一編織增強層 (見圖 7 )一外膠壓用尼龍軟芯在國內價格比較昂貴。現在可采用玻璃纖維增強的乙丙橡膠軟芯。軟芯采用 T型機頭的壓出機壓制。現在我國的工業部門比較齊全 液壓技術的發展也很快 從而對鋼絲增強高壓軟的性能,諸如耐介質腐蝕、高低溫、超高壓、各種模擬使用的動態疲勞、環境條件如要求能耐 1 1 0 0"C火焰燒蝕 ) 等都有不同的要求。作為配套組件的軟管制造廠,應按用戶需要的質量特性來設計和制造各種類型的絲增強高壓總成軟管,以滿足各工業部門的需要。
目前這類軟管在液壓機械上需用量很大 約占整個軟管產量的70 %以上 因此要提高這類產品的生產效率、減少損耗,就采用軟芯包鉛硫化工藝生產。軟芯制備 (見圖 6 )s e )內膠壓制一- )冷凍一編織增強層 (見圖 7 )一外膠壓用尼龍軟芯在國內價格比較昂貴。現在可采用玻璃纖維增強的乙丙橡膠軟芯。軟芯采用 T型機頭的壓出機壓制。現在我國的工業部門比較齊全 液壓技術的發展也很快 從而對鋼絲增強高壓軟的性能,諸如耐介質腐蝕、高低溫、超高壓、各種模擬使用的動態疲勞、環境條件如要求能耐 1 1 0 0"C火焰燒蝕 ) 等都有不同的要求。作為配套組件的軟管制造廠,應按用戶需要的質量特性來設計和制造各種類型的絲增強高壓總成軟管,以滿足各工業部門的需要。






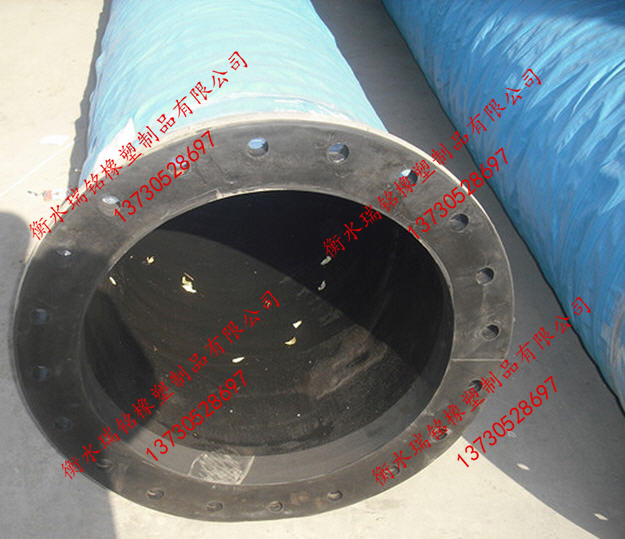



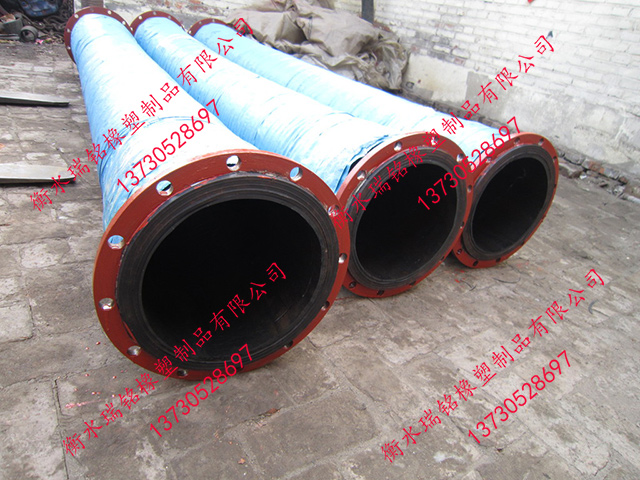
 低壓軟管用纖維材料增強; 中壓軟管可用纖維材料增強,也可用鋼絲增強; 而高壓、甚高壓和超高壓軟管一般均用鋼絲增強,只有特殊用途的軟管采用體積質量比鋼絲小而抗拉強度比鋼絲高的芳酰胺纖維材料增強。鋼絲增強橡膠軟管的增強層有編織結構和纏繞結構,有時也采用二者混合結構。在相同條件下,纏繞結構軟管比編織結構軟管具有更高的耐脈沖壓力性能。這是因為纏繞鋼絲之間沒有如編織結構那樣的交織點,鋼絲之間不會發生局部磨擦。
低壓軟管用纖維材料增強; 中壓軟管可用纖維材料增強,也可用鋼絲增強; 而高壓、甚高壓和超高壓軟管一般均用鋼絲增強,只有特殊用途的軟管采用體積質量比鋼絲小而抗拉強度比鋼絲高的芳酰胺纖維材料增強。鋼絲增強橡膠軟管的增強層有編織結構和纏繞結構,有時也采用二者混合結構。在相同條件下,纏繞結構軟管比編織結構軟管具有更高的耐脈沖壓力性能。這是因為纏繞鋼絲之間沒有如編織結構那樣的交織點,鋼絲之間不會發生局部磨擦。




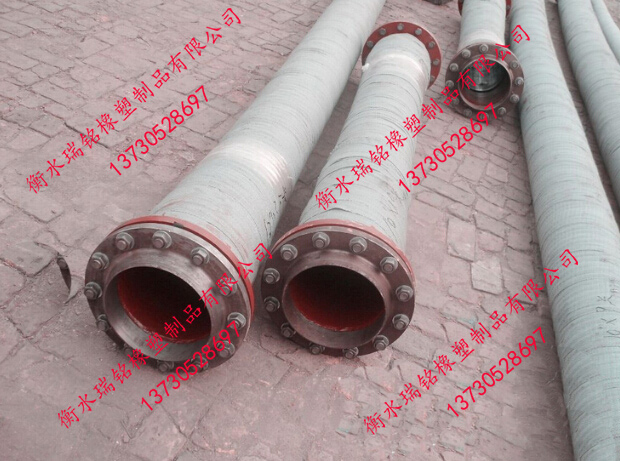
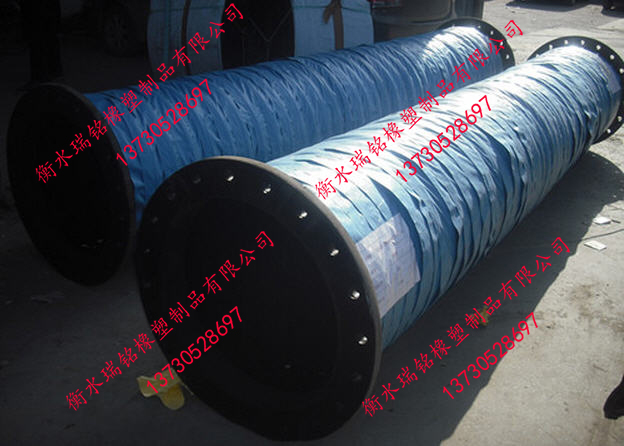
 排泥漿夾布鋼絲膠管瑞銘是您一生值得信賴的好廠家
排泥漿夾布鋼絲膠管瑞銘是您一生值得信賴的好廠家