


產品詳情







 制造工藝一般以鋼絲 增強高壓軟管的使用情況不同而不同。( l ) 象深海潛水用的鋼絲增強軟管,長度要求達 3 0 0 ~ 1 0 0 。公尺,它只要端部處的內外徑公差嚴格控制以有利于裝配端部接頭外,對整條軟管的內外徑公差則要求一般控制即可。因此這類軟管的制造工藝著重提高整條軟管的氣密性和整體粘合性 ,這樣采用無芯編織制造工藝是有利的。在大長度內膠的外面壓制上帶有紋路的花形,半硫化后 ,檢驗氣密性是否 良好 。檢驗合格的內膠再貼合一層帶粘合劑的中層膠料,然后編織增強鍍銅鋼絲。在外膠層壓出后采用槽形圓鼓硫化或包鉛硫化。( 2 ) 一般長度不長、內徑在 2 5 毫米以下的鋼絲增強高壓軟管 ,由于在液壓系統中用作軟性連接件 ,要求有良好的耐環境性能和在使用時耐高壓的動態性能。這樣在軟管與端部接頭處就需要配合得很精確。這樣可以避免 由于軟管的內外徑公差波動過大 ,使價值高于軟管的端部接頭配件的裝配不適宜,結果造成滲漏或拉脫報廢軟管的總成。
制造工藝一般以鋼絲 增強高壓軟管的使用情況不同而不同。( l ) 象深海潛水用的鋼絲增強軟管,長度要求達 3 0 0 ~ 1 0 0 。公尺,它只要端部處的內外徑公差嚴格控制以有利于裝配端部接頭外,對整條軟管的內外徑公差則要求一般控制即可。因此這類軟管的制造工藝著重提高整條軟管的氣密性和整體粘合性 ,這樣采用無芯編織制造工藝是有利的。在大長度內膠的外面壓制上帶有紋路的花形,半硫化后 ,檢驗氣密性是否 良好 。檢驗合格的內膠再貼合一層帶粘合劑的中層膠料,然后編織增強鍍銅鋼絲。在外膠層壓出后采用槽形圓鼓硫化或包鉛硫化。( 2 ) 一般長度不長、內徑在 2 5 毫米以下的鋼絲增強高壓軟管 ,由于在液壓系統中用作軟性連接件 ,要求有良好的耐環境性能和在使用時耐高壓的動態性能。這樣在軟管與端部接頭處就需要配合得很精確。這樣可以避免 由于軟管的內外徑公差波動過大 ,使價值高于軟管的端部接頭配件的裝配不適宜,結果造成滲漏或拉脫報廢軟管的總成。


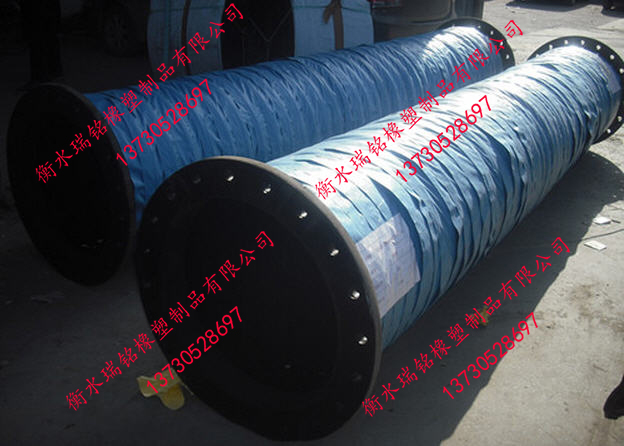


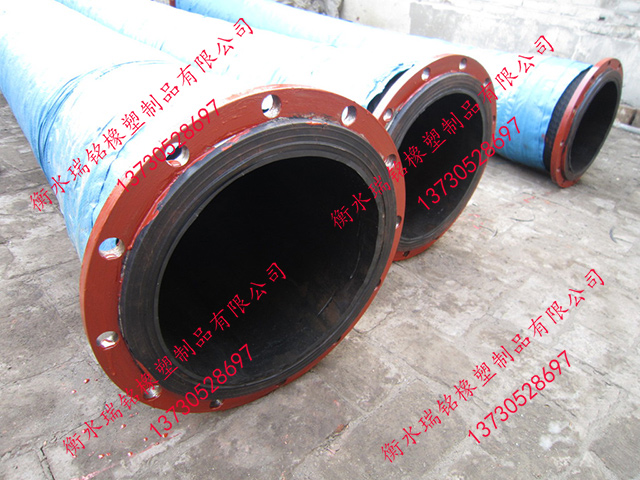
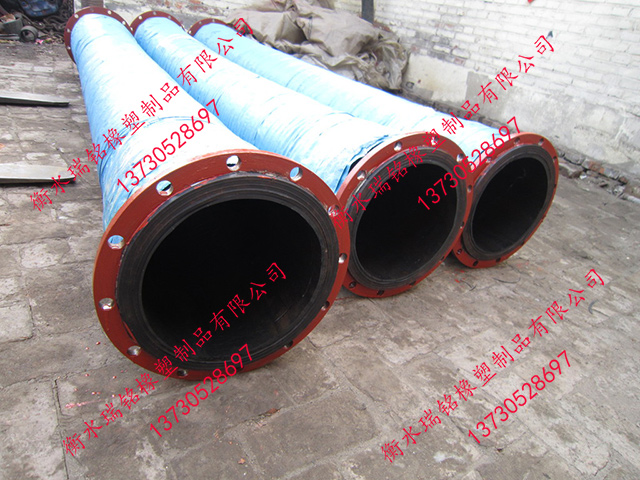
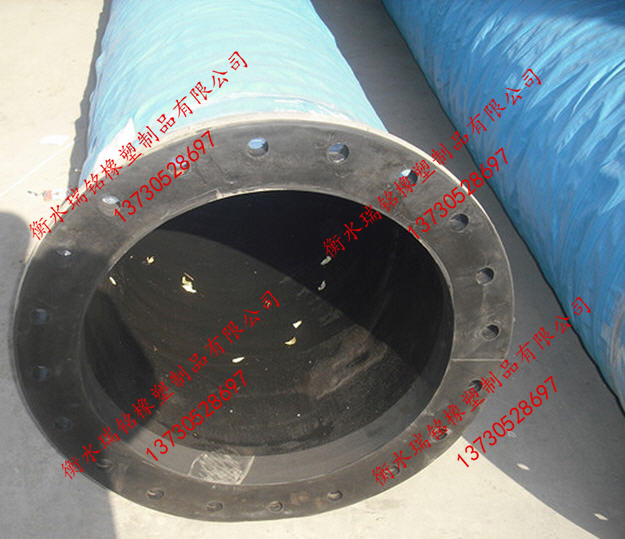
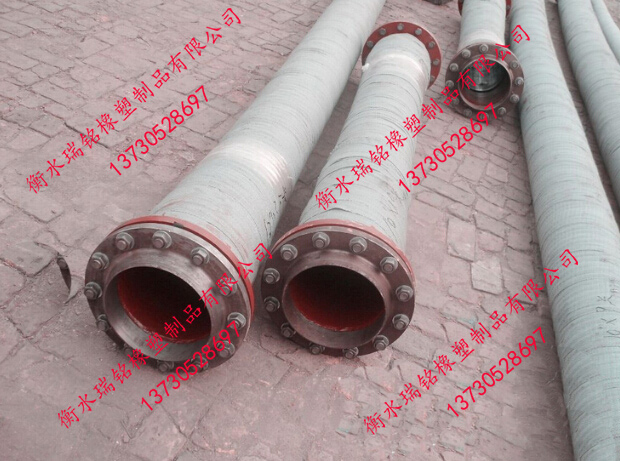
 海上輸油膠管加工 制造過程是 將所需的織物進行干燥處理和進行涂覆 見圖 將涂膠后涂覆織物按要求進行裁剪拼接 度斜裁 見圖 在法蘭盤螺紋接口貼附粘著膠片 見圖 向管芯上鋪放內膠層和涂膠緩沖層 涂膠織物 鋪放角度和搭接寬度要精密控制 見圖 用膠管成型機鋪放鋼絲繩簾線和織物簾線骨架層 在鋪放好的鋼絲繩簾線層端部用鋼絲將簾線層禁錮在螺紋接口位置上 見圖 9 鋪放各層中膠片 緩沖層 鋪放好螺旋鋼絲 并以焊接方式將螺旋鋼絲端部焊接到接口位置 使其固定 見圖 10 鋪放外膠層 織物緩沖層和外覆層 以及鋪放涂體層 見圖 11 膠管成型后 包纏水包布緊固 推入硫化罐硫化 見圖 12 硫化后 剝掉包水布 脫掉管芯,得到膠管成品 見圖 13海上輸油膠管依其輸油的位置不同 可劃分為漂浮式 半漂浮式 啞鈴式漂浮和水下輸油膠管多種 組成一套完整的海上輸油作業輸油管線系統
海上輸油膠管加工 制造過程是 將所需的織物進行干燥處理和進行涂覆 見圖 將涂膠后涂覆織物按要求進行裁剪拼接 度斜裁 見圖 在法蘭盤螺紋接口貼附粘著膠片 見圖 向管芯上鋪放內膠層和涂膠緩沖層 涂膠織物 鋪放角度和搭接寬度要精密控制 見圖 用膠管成型機鋪放鋼絲繩簾線和織物簾線骨架層 在鋪放好的鋼絲繩簾線層端部用鋼絲將簾線層禁錮在螺紋接口位置上 見圖 9 鋪放各層中膠片 緩沖層 鋪放好螺旋鋼絲 并以焊接方式將螺旋鋼絲端部焊接到接口位置 使其固定 見圖 10 鋪放外膠層 織物緩沖層和外覆層 以及鋪放涂體層 見圖 11 膠管成型后 包纏水包布緊固 推入硫化罐硫化 見圖 12 硫化后 剝掉包水布 脫掉管芯,得到膠管成品 見圖 13海上輸油膠管依其輸油的位置不同 可劃分為漂浮式 半漂浮式 啞鈴式漂浮和水下輸油膠管多種 組成一套完整的海上輸油作業輸油管線系統









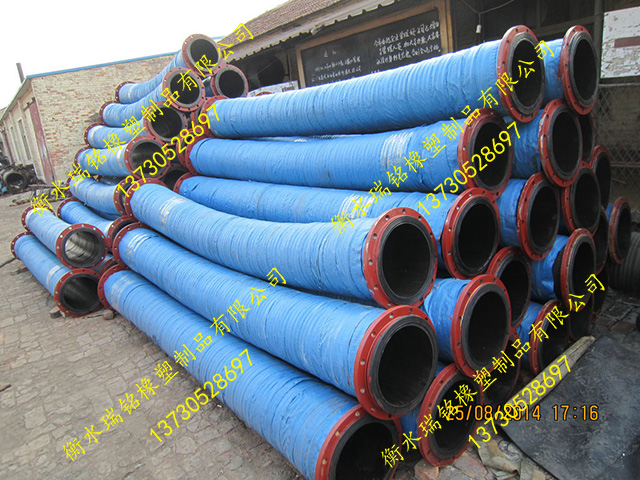
 二 我國疏浚膠管 海洋輸油膠管行業現狀及展望十一五 我國疏浚膠管 海洋輸油膠管行業回顧十一五 期間我國疏浚膠管行業取得了長足發展 主要表現在銷售額大大增加在 年之前 國產疏浚膠管銷售額不超過萬元 十五 期間 國產疏浚膠管銷售額超過億元 年國產疏浚膠管銷售額達到 億元左右 這主要得益于海施工的大規模展開 工程需求促進了疏浚產能的發展 十一五 期間 我國已擁有各種疏浚施工及配套船只 多艘 其中中交建設總公司 艘 長江航道局 多艘水利系統 民營企業等 多艘 疏浚施工船多了對與之配套的疏浚膠管的產量需求也多了疏浚膠管趨向于大口徑 高壓強 品種多樣化十一五 期間 我國添置了許多大型疏浚船 如通程 新海虎 萬頃沙 等耙吸式挖泥船 艙容在 萬 以上 天鯨 號絞吸式挖泥船 每小時排沙 與這些大型挖泥船配套的疏浚膠管 也必須是大口徑的 日本國 標準中疏浚膠管口徑
二 我國疏浚膠管 海洋輸油膠管行業現狀及展望十一五 我國疏浚膠管 海洋輸油膠管行業回顧十一五 期間我國疏浚膠管行業取得了長足發展 主要表現在銷售額大大增加在 年之前 國產疏浚膠管銷售額不超過萬元 十五 期間 國產疏浚膠管銷售額超過億元 年國產疏浚膠管銷售額達到 億元左右 這主要得益于海施工的大規模展開 工程需求促進了疏浚產能的發展 十一五 期間 我國已擁有各種疏浚施工及配套船只 多艘 其中中交建設總公司 艘 長江航道局 多艘水利系統 民營企業等 多艘 疏浚施工船多了對與之配套的疏浚膠管的產量需求也多了疏浚膠管趨向于大口徑 高壓強 品種多樣化十一五 期間 我國添置了許多大型疏浚船 如通程 新海虎 萬頃沙 等耙吸式挖泥船 艙容在 萬 以上 天鯨 號絞吸式挖泥船 每小時排沙 與這些大型挖泥船配套的疏浚膠管 也必須是大口徑的 日本國 標準中疏浚膠管口徑




 噴漿管大口徑吸排泥膠管景縣瑞銘售后服務最好
噴漿管大口徑吸排泥膠管景縣瑞銘售后服務最好