






產(chǎn)品詳情
服務熱線:13564867463 021-52046758 免費提供上門檢測!!!官網(wǎng):www.yzbarcode.cn
立象Argox X-3200標簽打印機維修中心 上海立象Argox X-3200標簽打印機維修中心 昆山立象Argox X-3200標簽打印機維修中心
恭喜您選擇購買Argox Xellent系列(X系列)工業(yè)型條碼打印機。本
使用手冊說明X系列機型,將協(xié)助您認識這臺新購買的打印機。
本手冊除了包含打印機操作指示,還包括疑難排解、維護及技術
參考等相關信息。此外也提供圖解,可協(xié)助您快速熟悉打印機操
作。
專屬聲明
本手冊包含立象科技股份有限公司擁有之專屬資訊。這些資訊僅
供負責操作及維護手冊中所述之設備的相關人士參考及使用。未
經(jīng)過立象科技股份有限公司同意,不論任何情況下均不得對此類
專屬資訊進行使用、再制,或揭露給任何第三方。
注意 :未經(jīng)立象科技股份有限公司明確許可的情況下,對設備進
行的任何變更或修改都可能導致使用者操作本設備的權利失效。
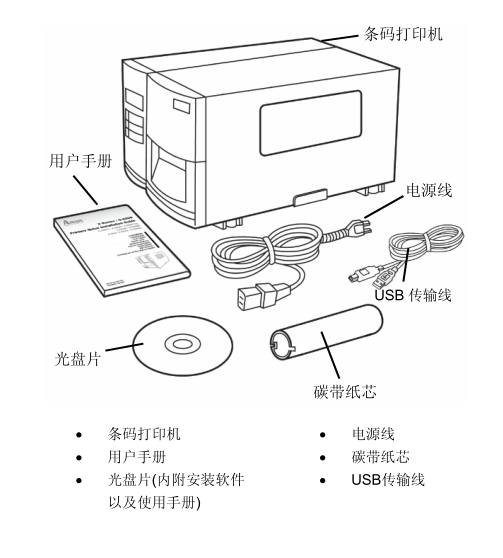
拆封與檢查
收到打印機之后 , 請先檢查運送過程是否造成任何損傷:
檢查包裝箱和打印機的外觀是否有任何損傷。
注意:假如發(fā)現(xiàn)損傷,請立即連絡貨運公司,以提出賠償申請。
打開打印機的上蓋,檢查紙卷供應端是否完好。
請檢查除了打印機以外的下列配件。如果有任何物品遺
失,請連絡當?shù)氐慕?jīng)銷商。上海迎真條碼 021-52046758 13564867463
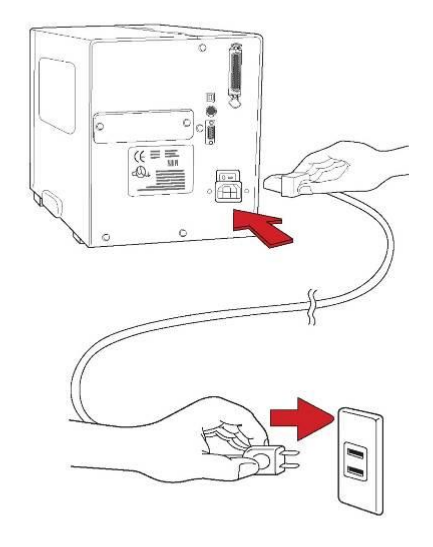
連接打印機電源
在設定及連接此條碼打印機之前,請先考慮下列事項。
警告! 請勿在可能接觸到水的地方操作打印機。
找一個適當?shù)目臻g和穩(wěn)固的平面來放置打印機,而且需有
足夠的空間可打開擋板安裝紙張和碳帶。
打印機所放置的位置不應超過連接的主機和打印機之間
的傳輸線長度。
將打印機的電源線與其它的電線分開放置。
8
連接電源線 (如下圖所示)。
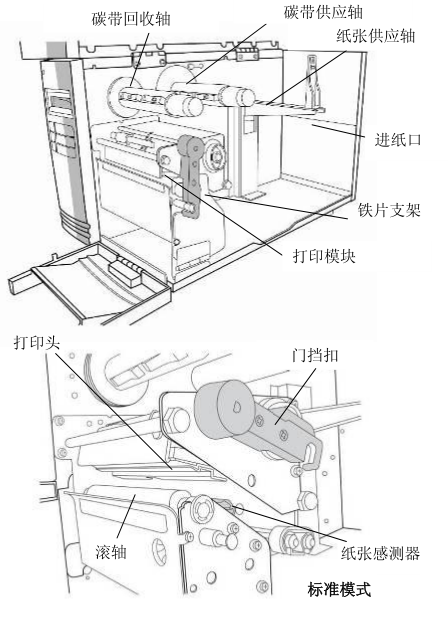
立象Argox X-3200標簽打印機組件和功能
立象Argox X-3200標簽打印機如何裝入碳帶
注意:使用熱轉打印時,紙張需搭配碳帶打印,請參閱本小節(jié)進
行安裝。下列步驟是以使用內卷式碳帶為例 (X系列機型默認為
內卷式碳帶; 如需使用外卷式碳帶,請見本小節(jié) - 切換使用內卷
式或外卷式的碳帶)。
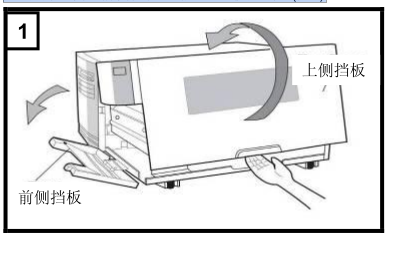
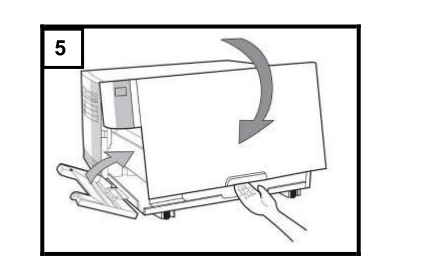
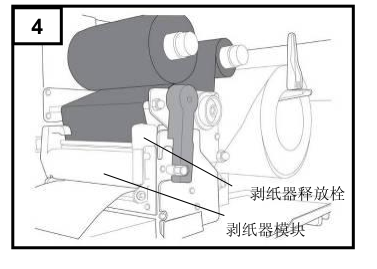
1. 打開上側和前側擋板,露出紙卷供應端。(圖1)
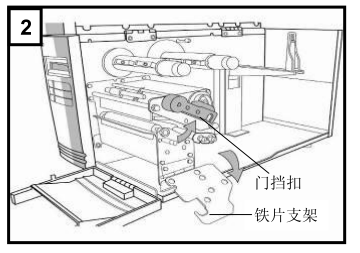
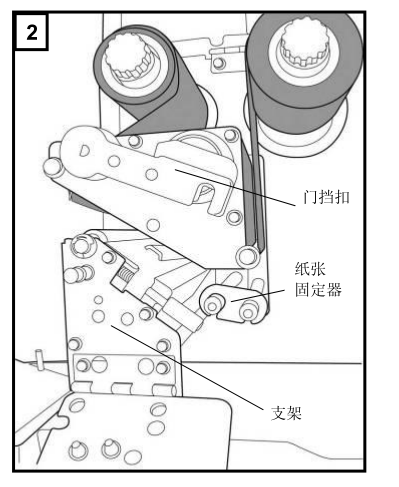
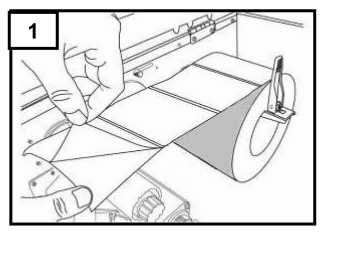
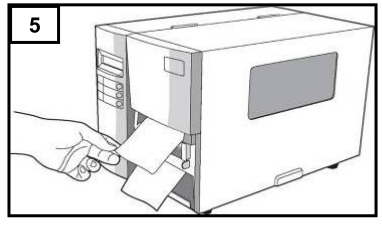
2. 逆時針轉動門擋扣,打開鐵片支架。(圖2)
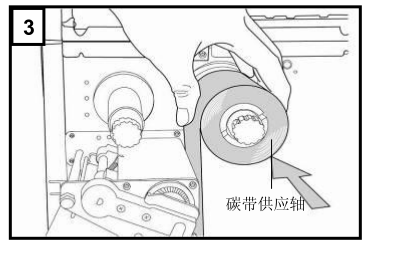
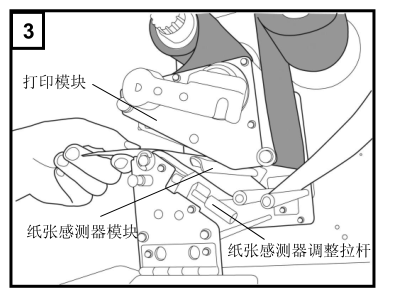
3. 拆開碳帶,將碳帶卷裝入碳帶供應軸。(圖3)
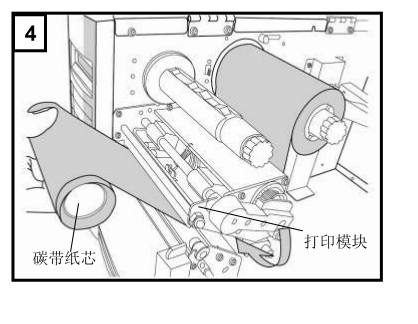
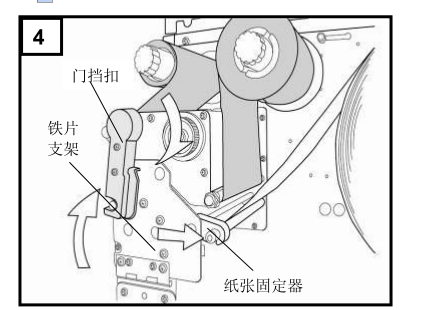
4. 將碳帶穿過打印模塊。(圖4)
5. 將碳帶前緣貼到碳帶紙芯,并將部分碳帶卷到紙芯上。確
定將碳帶的碳粉層朝下。
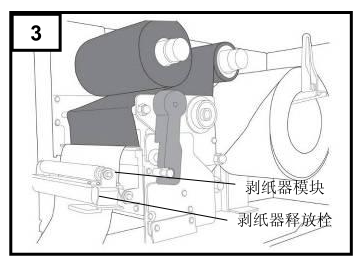
6. 將碳帶紙芯插入碳帶回收軸。(圖5)
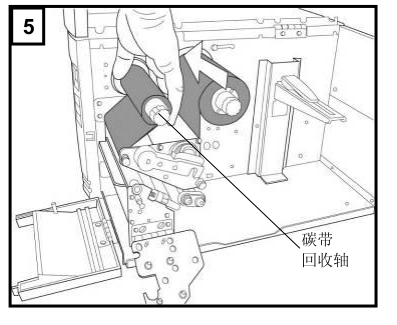
7. 轉動回收軸,拉緊碳帶。
切 換使用 內 卷式或 外 卷式的碳帶
本打印機的設計能夠針對各種應用彈性調整,不論碳帶是內碳式
或外碳式都可使用。原廠默認是使用內碳式碳帶,若要使用外碳
式碳帶可依照以下步驟切換:
1 . 將 SHAFT RIBBON ADJ(內外碳切換裝置) 先向外拉再推
到 Outside(外碳) 的位置:
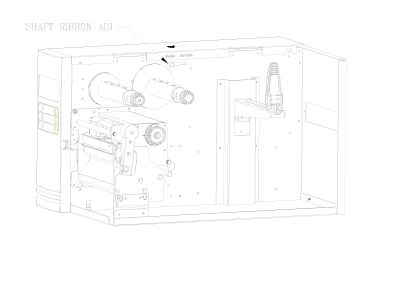
2. 調整之后,就可以使用外碳式的碳帶 。接著裝入碳帶:
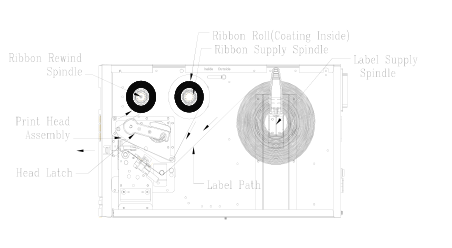
Ribbon Roll 碳帶卷
Ribbon Supply Spindle 碳帶供應軸
Label Supply Spindle 紙卷供應軸
Ribbon Rewind Spindle 碳帶回收軸
Print Head Assembly 打印頭組件
Head Latch 門擋扣
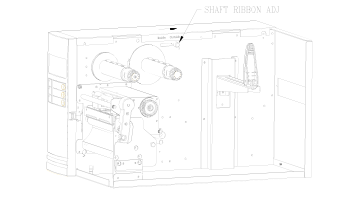
3. 如果要切換回使用內碳式的碳帶,請將 SHAFT RIBBON
ADJ(內外碳切換裝置)推到 Inside(內碳) 的位置。接著裝入碳帶
 裝入紙張
裝入紙張
X-Series打印機可使用三種不同的裝紙模式:標準模式、剝紙模
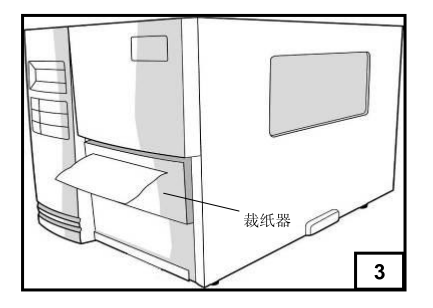
式或裁紙模式。
標準模式,可一次打印單張或多張且不裁切標簽。
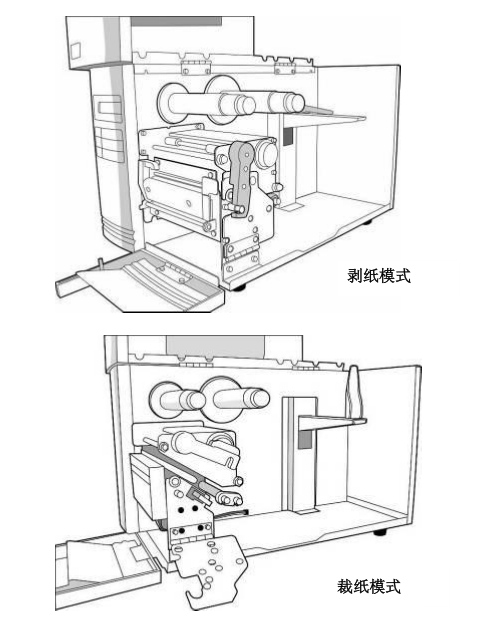
剝紙模式,打印標簽后將背膠紙撕下。取出標簽后,會接著
打印下一張標簽。
裁紙模式,會自動在打印后裁切標簽。
標準模式裝紙
1. 將紙卷插入紙張供應軸,然后將紙卷固定桿往內移。(圖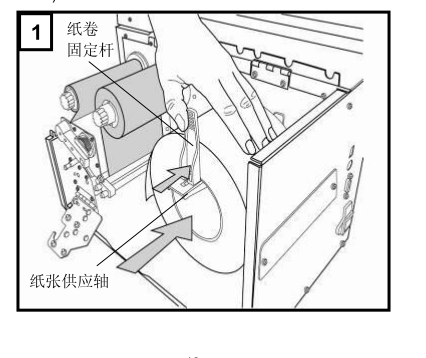
2. 逆時針轉動門擋扣,打開鐵片支架。將紙張固定器移開。(圖2)
3. 將紙張穿過打印模塊下方,并穿過紙張感測器模塊中間。
(圖3)
4. 將紙張固定器恢復原位,關上鐵片支架,然后卡入門擋扣
5. 關閉上側和前側擋板,并開啟打印機電源,或在打印機
開機的情況下按下「走紙」鍵。
剝紙模式裝紙
依照上述「裝入紙張 – 標準模式」中的步驟1至3進行。
1. 從紙卷的最前端撕開標簽,露出至少6英吋的標簽底紙。(圖
1)
2. 將標簽底紙穿過打印模塊下方。(圖2)
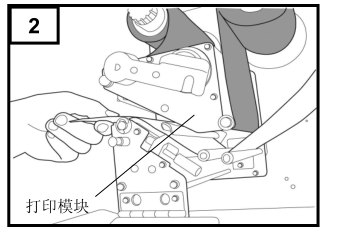
3. 將剝紙器釋放栓往下壓,并將紙張穿過剝紙器模塊下方。(圖
3)
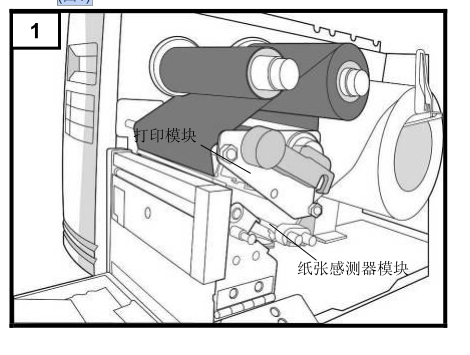
4. 關上剝紙器模塊。(圖4)
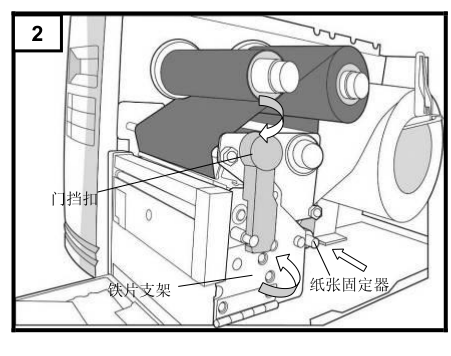
5. 關閉上側擋板,并開啟打印機電源,或在打印機開機的
情況下按下走紙鍵。(圖5)
注意:
1. 走紙鍵無法讓打印機持續(xù)剝紙。只有從面板設定中正常啟
用功能剝紙,打印機才會進入剝紙模式,啟動偵測功能。
2. 確定剝紙感測器在安裝時未擋住碳帶路徑。
裁紙模式裝紙
依照上述「裝入紙張 – 標準模式」中的步驟 1 至 3 進行。
1. 將紙張穿過打印模塊下方,并穿過紙張感測器模塊中間。
(圖1)
2. 將紙張固定器恢復原位,關上鐵片支架,然后卡入門擋扣。
(圖2)
3. 關閉上側擋板,并開啟打印機電源,或在打印機開機的情
況下按下走紙鍵。接著打印機會自動將標簽送入裁紙器。
(圖3)
注意: 走紙鍵無法讓打印機裁紙。只有從面板設定中正常啟用功
能,才能進行裁紙。
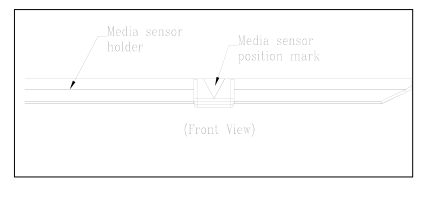
調整紙張感測器位置
紙張感測器在偵測標簽上的的間隔或孔洞,以幫助打印機決定起
始打印位置與紙張的長度。在使用間隔式標簽時,紙張感測器的
位置只要是在紙張范圍內都可正常偵測。但是若使用的是孔洞式
標簽紙,請依以下步驟確認紙張感測器位置:
- 松開打印模塊的門擋扣(如標準模式裝紙 圖 2 )。
- 將紙張感測器拉桿往下拉 , 即可向左或向右調整紙張
立象Argox X-3200標簽打印機如何調整感測器模塊位置???
- 務必確認紙張感測器位置標示(Media sensor
b mark)座落在標簽紙孔洞的正上方。(如 下 圖)
2. 立象Argox X-3200標簽打印機打印機操作
下圖說明X系列工業(yè)型條碼打印機的各項組件和功能。
控制面板
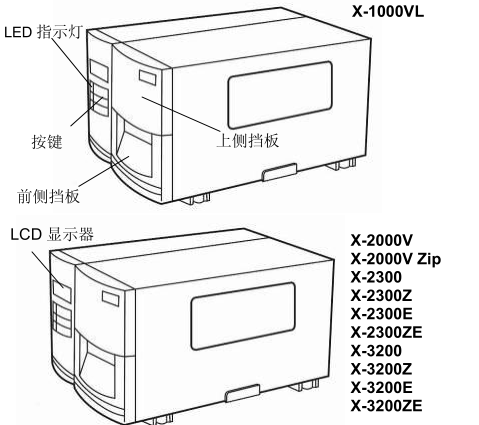
打印機控制面板包含:
三個 LED 指示燈 (確認READY、紙張MEDIA、碳帶RIBBON)
三個按鍵 (走紙FEED、暫停PAUSE、取消CANCEL)
上側擋板/ 前側擋板/ LCD 液晶屏幕(X-1000VL以外的機型)
LED 指示燈
前面控制面板上有三個LED指示燈,這些指示燈可顯示打印機的
操作狀態(tài)。
確認燈
(READY)
常亮 – 操作正常
閃爍 – 打印機偵測到碳帶已用完、紙張已用完、
取消打印工作、打印錯誤
打印機已暫停
打印機正在接收主機數(shù)據(jù)
紙張狀況燈
(MEDIA)
常亮 – 操作正常
閃爍 – 紙張已用完,需安裝新紙卷
打印頭過熱
(LCD會顯示“打印頭過熱” ,打印機稍
候會自動恢復打印)
碳帶狀況燈
(RIBBON)
常亮 – 啟用熱轉模式,需安裝碳帶
熄滅 – 啟用熱敏模式,不需安裝碳帶
閃爍 – 碳帶已用完,需安裝新碳帶
X-2000V / X-2000V Zip / X-2300 / X-2300Z /
X-2300E / X-2300ZE / X-3200 / X-3200Z /
X-3200E / X-3200ZE 機型的熱轉模式及熱敏模
式需從控制面板設定。
X-1000VL需透過軟件、驅動程序或打印機指令
設定
按鍵
共有三個按鍵,每個按鍵具備兩種基本功能
按鍵 功能一
(按下按鍵)
功能 二
(同時按下按鍵及電源開
關,步驟詳見相關單元)
走紙
(FEED/
CONFIG.)
手動進紙。 列印自檢頁
暫停
(PAUSE/
CALIBR.)
暫停打印。
再按一次則繼續(xù)打
印。
執(zhí)行紙張校準。
取消
(CANCEL/
RESET)
中斷并刪除打印工
作。
強制打印機在解決錯
誤后繼續(xù)運作。
重設打印機為原廠默
認值
LCD 顯示器
X系列有提供LCD顯示器的機型,其LCD顯示器上面可顯示:
打印機狀態(tài)
打印機設定
從鍵盤或條碼掃描槍輸入的數(shù)據(jù)
開機之后,LCD會顯示下列訊息表示準備打印:
X-2000V/ X-2000V Zip/ X-2300/ X-2300Z/ X-2300E/ X-2300ZE
X-3200 / X-3200Z / X-3200E / X-3200ZE
第一個參數(shù)顯示203或300,代表打印機的分辨率。
第二個參數(shù)則顯示打印機語言為PPLA、PPLB或PPLZ。
注意:
內建以太網(wǎng)絡的機型于開機后會在LCD顯示”以太網(wǎng)卡初始化”
約20秒,再顯示以上訊息。
如果連接鍵盤,LCD會顯示:
X-2000V/ X-2000V Zip/ X-2300/ X-2300Z/ X-2300E/ X-2300ZE
X-3200 / X-3200Z / X-3200E / X-3200ZE
如果連接條碼掃描槍,LCD會顯示:
X-2000V/ X-2000V Zip/ X-2300/ X-2300Z/ X-2300E/ X-2300ZE
X-3200 / X-3200Z / X-3200E / X-3200ZE
如果發(fā)生異常狀況,則會顯示相關訊息。例如碳帶用完:
準備打印 (203, B)
FOR KEYBD
準備打印 (203, B)
FOR KEYBD
準備打印 (203, B)
WITH B.C. READER
準備打印 (203, B)
WITH B.C. READER
碳帶用完
35
設定LCD 顯示語言
打印機的LCD顯示器支持七種語言:英文、法文、德文、意大利
文、西班牙文和葡萄牙文、簡體中文。
項目 選項 原廠默認值
顯示語言 ENGLISH (英文)、
FRENCH (法文)、
GERMAN (德文)、
ITALIAN (意大利文)、
SPANISH (西班牙文)、
PORTUGUESE (葡萄牙文)。
CHINES (SIM)(簡體中文)
CHINES (SIM)
(簡體中文)
如何選取語言:
1. 同時按下控制面板的PAUSE (暫停)和CANCEL (取消)
鍵。
2. 按住兩個按鍵約3秒,然后放開。
3. 接著出現(xiàn)語言選取畫面。
4. 按下FEED 走紙鍵,可跳至下一個語言。
5. 按下CANCEL 取消鍵,選取并設定語言。
按下PAUSE 暫停鍵,或同時按下PAUSE (暫停)和CANCEL (取
消)鍵,離開語言選取畫面并回到正常模式。
顯示語言
簡中
36
變更控制面板設定
使用 X-2000V, X-2000V Zip, X-2300, X-2300Z, X-2300E,
X-2300ZE, X-3200, X-3200Z, X-3200E 以及 X-3200ZE 這些
打印機機型,您可以直接使用前面板上的按鍵來變更設定,此外
也可以透過軟件指令變更設定,打印機會更新為最后接收到的設
定。
使用控制面板上的按鍵變更設定:
按鍵 功能
PAUSE+CANCEL
暫停+取消
按一下隨即放開按鍵可進入設定模式(按
下時間不要超過1秒)。
再按一次則離開設定模式,并返回正常打
印模式。
FEED 走紙 按一下可顯示下一個參數(shù)。
PAUSE 暫停 按一下可顯示下一個設定項目。
CANCEL 取消 選取參數(shù),并將參數(shù)儲存至永存的FLASH
內存。儲存參數(shù)后,除非透過面板或指令
來變更參數(shù),否則即使重新啟動打印機參
數(shù)也不會消失。
注意:請勿在打印或傳送數(shù)據(jù)期間變更設定。
37
LCD 功能設定程序 – 以設定 熱敏 打印模式為例:
LCD 顯示 LCD 功能設定程序
準備打印
開啟打印機電源時 LCD 出現(xiàn)如左訊
息。
步驟 1 同時按下 PAUSE +CANCEL (暫停
鍵+取消鍵)隨即放開按鍵可進入設定
模式。
打印模式
熱轉印*
LCD 隨即顯示 LCD 功能設定畫面;
選項后方有標示星號”*”者為默認,例
如第一個選項是熱轉打印模式為目
前設定。
步驟 2
按FEED(走紙鍵),直到出現(xiàn)想要的參
數(shù)。
打印模式
熱敏
例如第二個選項是熱敏打印模式。
步驟 3
按下 CANCEL (取消鍵),儲存設定。
打印模式
熱敏*
已選的設定后方會出現(xiàn)一個星號。
步驟 4
按 PAUSE (暫停),繼續(xù)其它設定項
目。
回到打印模式
LCD 功能設定完成后,同時按下
PAUSE +CANCEL (暫停鍵+取消鍵)
隨即放開按鍵。
準備打印 此時打印機已回到正常打印模式
38
打印機的設定項目及參數(shù):
項目 選項 原廠默認值 附注
打印模式 熱敏
熱轉印
熱轉印
測紙校準模式 模式1
模式2
模式3
模式4
模式1 模式1: 打印一張
標簽后打印機若
無法正常偵測紙
張會自動作紙張
校準。
模式2: 當打印模
塊扣上后打印機
會自動作紙張校
準。
模式3: 當打印模
塊扣上后打印機
會自動送一張紙。
模式4: 關閉自動
校正模式1/2/3。
X-2000V不適用。
控制碼設定 標準控制碼
替代控制碼 1
替代控制碼 2
替代控制碼 3
標準控制碼 只用于打印機語
言PPLA。
39
裁紙器剝紙位置調
整
-15 ~ 50 mm 0 mm 控制裁紙和剝紙
位置。
垂直打印位置調整 -8 ~ 15 mm 0 mm
控制垂直點位置。
只能選取正值。
只用于X-2000V
垂直偏移量調整 -9~9 mm
(PPLA/PPLB)
-3~3 mm
(PPLZ)
0 mm 垂直點位置的位
移。
排錯后重新打印 開啟
關閉
關閉 紙張用完或碳帶
用完后重印內容。
裁紙器設置 開啟
關閉
關閉 此設定若選擇”開
啟”會接著進入裁
紙器類型與裁紙
模式設定。
裁紙器類型 旋刀─正常
旋刀─反轉
閘刀─全切
閘刀─半切
旋刀 - 正常 只有在裁紙器設
置選“開啟”時才
會出現(xiàn)。
旋刀 - 反轉模式主
要在排除卡紙狀
況。
裁紙模式設置 正常
裁紙不回拉
正常 只有在裁紙器設
置選“開啟”時才
會出現(xiàn)。
剝紙器設置 開啟 關閉
40
關閉
掃描槍設置 開啟
關閉
關閉 只用于打印機語
言PPLB。
驅動打印連續(xù)紙長 0 ~ 254 mm 0 mm
只有在Windows
下搭配隨附的打
印機驅動程序,并
使用連續(xù)紙張時
才會出現(xiàn)。
基本速度 (IPS) 0 ~ 4 IPS 0 IPS 只用于打印機語
言PPLA/PPLB。
打印張數(shù)計數(shù) 下
上
下
紙張感測器類型 反射式紙張感測器
穿透式紙張感測器
穿透式紙張
感測器
選取紙張?zhí)匦浴W?br />
更此設定后,務必
先執(zhí)行紙張校準
再開始打印。
回拉打印 開啟
關閉
關閉 回拉設定只用于
打印機語言
PPLA/ PPLB; 選
擇”開啟”后會進
入回拉距離設定。
回拉距離 10~40 mm 021 只有在開啟回拉
時才會出現(xiàn)。
基本熱度 0~99 (PPLA)
-28~28 (PPLB)
0 只用于打印機語
言PPLA/ PPLB。
41
絕對熱度 0~30 0 設定溫度; 只用
于打印機語言
PPLZ。
修正熱度 -30~30 0 微調溫度; 只用
于打印機語言
PPLZ。
波特率設置
RS232
600 / 1200 / 2400/
4800 / 9600 /
19200 / 38400 /
57600 / 115200
9600 需與主機設定相
同。
同位檢查 RS232 沒有
偶數(shù)
奇數(shù)
沒有 需與主機設定相
同。
長度 RS232 8 位數(shù)據(jù)位
7 位數(shù)據(jù)位
8 位數(shù)據(jù)位 需與主機設定相
同。
清除閃存 開啟
關閉
關閉 注意: 此設定若
選擇”開啟”會將
內存中已存的字
型、圖形、標簽格
式清除。
設定優(yōu)先權 指令優(yōu)先/
面板優(yōu)先
指令優(yōu)先 選擇面板設定以
哪個為優(yōu)先 –
指令或是面板。
42
以太網(wǎng)絡的設定項目及參數(shù)
(X-2300E. X-2300ZE. X-3200E. X-3200ZE):
項目 選項 附注
動態(tài)主機設置協(xié)議
(DHCP)
開啟
關閉
若已連接路由器,開機時會自動
取得IP地址,則動態(tài)主機設置協(xié)
議啟動。
若未連接路由器,當動態(tài)主機設
置協(xié)議為關閉時使用者可設定
IP位址、子網(wǎng)掩碼、默認網(wǎng)關。
當關閉變更為開啟時,LCD就會
顯示
”以太網(wǎng)卡初始化…”,此時再將
打印機重新開機。
IP地址
(IP ADDRESS)
xxx.xxx.xxx.xxx xxx = 0~255,
動態(tài)主機設置協(xié)議(DHCP)關閉
時,默認IP位址為
192.168.1.100。
當數(shù)值有底線”_”光標出現(xiàn)時表
示動態(tài)主機設置協(xié)議(DHCP)關
閉;如果沒有底線表示動態(tài)主機
設置協(xié)議(DHCP)開啟。
1. FEED (走紙鍵): 變更內容。
(可由000.000.000.000設到
255.255.255.255)
2. PAUSE (暫停鍵): 移動光標
底線”_”位置。
子網(wǎng)掩碼
(SUBNET MASK)
xxx.xxx.xxx.xxx
默認網(wǎng)關
(DEFAULT
GATEWAY)
xxx.xxx.xxx.xxx
43
3. CANCEL(取消鍵): 選取下一
個功能設定。(底線”_”必須在各
參數(shù)的第三位數(shù),例如: xxx)
4. 若只更改IP地址或是子網(wǎng)掩
碼,都需先進入默認網(wǎng)關選項再
按一次CANCEL鍵, LCD就會
顯示
”以太網(wǎng)卡初始化…”,此時再將
打印機重新開機。
MAC位址
(MAC ADDRESS)
yyyy-yyyy-yyyy
(yyyy = 0000~FFFF)
如需更多關于以太網(wǎng)路的設定說明 , 請參考以太網(wǎng)路使用手冊 。
44
執(zhí)行 紙張校準
裝入紙張后,建議您執(zhí)行紙張校準,以校正紙張感測器。
1. 關閉打印機電源。
2. 裝入紙張與碳帶。
3. 按住打印機暫停鍵(PAUSE),并開啟打印機電源。
4. LCD上出現(xiàn)「紙張校準…」,而且確認(READY)和紙張狀
況燈(MEDIA)同時閃爍時,再放開暫停鍵。
(有支援以太網(wǎng)路的機種液晶首先會顯示“以太網(wǎng)卡初始化
“,然后顯示“校正...“。)
5. 打印機會送入 12 英吋的空白標簽。
6. 出現(xiàn)「準備打印」時,確認和紙張燈就會停止閃爍,并保
持常亮。
注意:X-1000VL可跳過LCD相關步驟。
重要!
1. 每次裝入紙張,或變更為不同類型或尺寸的紙張時,都應
該執(zhí)行一次紙張校準。
2. 在開始校正之前,必須先正確裝入紙張和碳帶,并將標簽
感測器移到正確的位置。
3. 完成校正后,打印機會將參數(shù)儲存到FLASH內存。若未
經(jīng)過正確的校正,間隔偵測便很容易在打印時遺漏,尤其
是在打印小尺寸的標簽時(高度小于1.5英吋)。
45
打印 自檢頁
打印列印自檢頁,可用來檢查打印頭的列印質量及列印出打印機
的內部設定。步驟如下:
1. 關閉打印機電源。
2. 裝入紙張與碳帶。
3. 按住走紙鍵(FEED),并開啟打印機電源。
4. 當LCD上顯示「列印自檢頁…」的訊息,再放開走紙鍵。
(有支援以太網(wǎng)路的機種液晶首先會顯示“以太網(wǎng)卡初始化
“,然后顯示“列印自檢頁...“。)
5. 接著打印機就會印出自檢頁。(如下圖)
6. 經(jīng)過列印自檢頁后,打印機會進入傾印模式(dump
mode)。若要繼續(xù)正常操作,請按一下取消鍵
(CANCEL/RESET),取消診斷模式,或重新開機。當LCD
上出現(xiàn)「準備打印」,確認燈停止閃爍,并保持常亮時,
打印機已恢復正常模式。
注意:X-1000VL可跳過LCD相關步驟。
46
列印自檢頁 范例- 以X-2300E
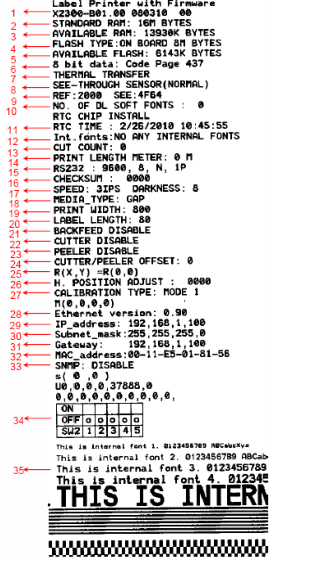 1. Firmware Version Inbation 韌體版本與日期
1. Firmware Version Inbation 韌體版本與日期
2. Standard RAM Size 暫存內存標準容量
3. Available RAM Size 暫存內存可用容量
4. Flash Type 永存內存類型與容量
5. Available Flash Size 永存內存可用容量
6. Font Symbol Set 字型字符集設定
7. Print Mode 打印方式(Thermal Transfer 熱轉或 Direct
Thermal 熱敏)
8. Sensor type 紙張感測器設定(See-Through 穿透式或
Reflective 反射式)
9. Label-less Calibration Value 無紙校正參數(shù)
10. No. of DL Soft Fonts 已下載軟件字型的組數(shù)
11. RTC Time 計時器的時間/日期設定
12. Int. fonts 已下載亞洲字型的組數(shù)
13. Cut Count 裁切標簽數(shù)量
14. Print Length Meter 已打印總長度
15. RS232 Protocols 串口參數(shù)
16. Check Sum 檢查碼
17. Speed/Darkness 打印速度和熱度設定
18. Media Type 紙張類型設定
19. Print Width 打印寬度
20. Label Length 紙張長度設定
21. Backfeed Disable/Enable 關閉/開啟回拉功能
22. Cutter Disable/Enable 關閉/開啟裁紙器
23. Peeler Disable/Enable 關閉/開啟剝紙器
24. Cutter/Peeler Offset value 裁切/剝紙位置調整
25. R(X,Y) 打印原點的坐標
26. H. b adjust 水平打印位置調整
48
27. Calibration Type Mode 測紙校準模式設定28. Ethernet Module Version 以太網(wǎng)絡模塊版本
29. IP Address IP 地址
30. Subnet Mask 子網(wǎng)掩碼
31. Gateway 默認網(wǎng)關
32. Mac Address 實體地址
33. SNMP 關閉/ 開啟簡單網(wǎng)絡管理協(xié)定
34. DIP switch 主板指撥開關設定
開關 ON OFF
2
熱敏打印模式
熱轉印打印模式
默認
35. Font Image 打印機內建字型信息
備注:列印自檢頁最下方為打印頭測試頁。
49
重設為原廠默認值
將打印機重設為原廠默認值:
1. 關閉打印機電源。
2. 按住取消鍵(CANCEL/RESET),并開啟打印機電源。
3. 當LCD上出現(xiàn)「重置…」,而且確認燈(READY)閃爍時,
放開取消鍵。
(有支援以太網(wǎng)路的機種液晶首先會顯示“以太網(wǎng)卡初始化
“,然后顯示“重置…“。)
4. 打印機完成重設時,LCD上會出現(xiàn)「準備打印」,確認燈
也會停止閃爍,并保持常亮。
5. 此時,以下的打印機參數(shù)已重設為原廠默認值:
標簽參數(shù), 打印熱度, 打印速度, 符號集(語言)
其它參數(shù)因指令集而異
注意:
1. X-1000VL可跳過LCD相關步驟。
2. 使用此指令前請注意,此指令會使所有打印機參數重設回
原廠默認值。若可能的話,請在加載默認前,印出配置標
簽以
作為打印機的設定記錄。
3. 所有設定會儲存到FLASH內存中,這些設定即使關閉打
印機電源也不會消失。
4. 已打印的標簽張數(shù)不會被重設。
5. 在重設之后您必須再次執(zhí)行紙張校準。
50
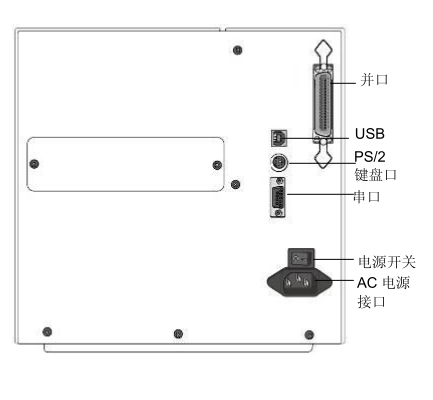
3. 連接計算機
本打印機提供USB接口、標準Centronics并口,和9針腳
Electronics Industries Association (EIA) RS-232串口。
USB 界面需求
本通用串行總線 (USB) 接口可兼容于現(xiàn)有的計算機硬件。USB
具備「隨插即用」設計,讓安裝更方便。而且多臺打印機還可共
享同一個USB連接埠/集線器。
并口接口需求
您可以使用任何標準的Centronics并口傳輸線將打印機連接到計
算機主機上的并口接口。要求的傳輸線一端必須為標準36針腳并
列接頭,以插入打印機背面的并列端口。并口接口傳輸線的另一
端則連接到計算機主機上的并口接口。如需針腳定義信息,請參
閱本手冊中的技術參考。
串口接口需求
要求的傳輸線一端必須為9針腳D型公接頭,以插入打印機背面對
應的串口接口。傳輸線的另一端則連接到計算機主機上的串口接
口。如需技術及針腳定義信息,請參閱本手冊中的技術參考。
51
注意:
1. 并口接口可提供比串口更快的通訊速度。
2. 串口傳輸線的針腳定義方式與一般計算機不同。
如果需要此傳輸線,請連絡當?shù)氐腁rgox經(jīng)銷商。上海迎真條碼 021-52046758
 打印機內部以太網(wǎng)絡服務器
打印機內部以太網(wǎng)絡服務器
X-2300E / X-2300ZE / X-3200E / X-3200ZE機型提供以太網(wǎng)絡
(RJ45)接口,區(qū)域網(wǎng)絡的主機可便利地同時使用多臺打印機,或
多臺主機同時連接同一臺打印機。
注意:
使用以太網(wǎng)絡機型的印表機時,請等待直到確認燈停止閃爍,然
后在開始操作打印機。
以太網(wǎng)絡模塊狀態(tài)指示燈
有兩種顏色的指示燈幫助了解以太網(wǎng)絡的狀態(tài) :
LED 狀態(tài) 說明
同時熄滅 未偵測到任何的以太網(wǎng)絡連結。
閃爍
打印機等待確認中。
可能需要約 20~30 秒才能就緒。
綠色 傳輸速度指示燈
亮起:100 Mbps 連結
熄滅:10 Mbps 連結
黃色 聯(lián)機指示燈
亮起:已連結
熄滅:未連結
閃爍:連結中以太網(wǎng)絡指示燈 :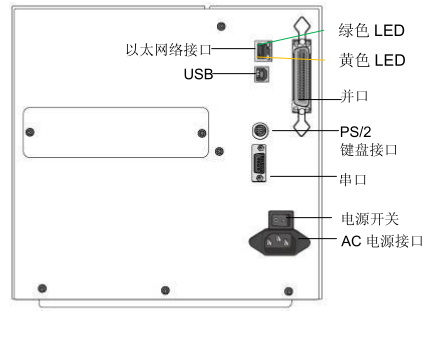 打印機通訊
打印機通訊
隨附的打印機驅動程序可在Windows XP/ Vista/ Windows 7/
Windows 8 平臺下的所有應用程式中使用,并支援32位元/64位
元作業(yè)系統(tǒng)。安裝此驅動程序后,便可執(zhí)行任何常見的Windows
軟件應用程式,包括Argox Bartender UL標簽編輯軟件或MS
Word等,并使用本打印機印出。
以下的安裝步驟是以 X-3200 機型為例。與以下步驟相關的說明
窗口是由 Windows XP 擷取; 其它作業(yè)平臺上與以下安裝步驟
大致相同。驅動程序可由產(chǎn)品內附的光盤點選開始安裝; 也可從
Argox 網(wǎng)站>> 下載中心 >> 選擇產(chǎn)品類別 >> 機種進行下載:
http://www.argox.com.cn/Download/
安裝隨插即用驅動程序 ( 僅適用于USB)
注意:
我們衷心建議您,在安裝Seagull驅動程序以及升級時,使用
Seagull的驅動程序精靈 (Seagull Driver Wizard)進行安裝,
而不是用微軟的添加打印機精靈。
(雖然”添加打印機精靈”是由微軟所設計,但易于在升級現(xiàn)有
驅動程序時,不正確地執(zhí)行一些程式工作。同時,若有任何
Windows程式正在使用打印機驅動程序,添加打印機精靈無
法做有效的處理。)
55
1. 先將打印機關機。先把電源線接到電源插座上,然后將電源線
的另一端接到打印機的電源接口。再將USB線連接到打印機與
計算機主機。
2. 將打印機開機。如果打印機支持隨插即用功能,并且已經(jīng)由
USB線成功地連接計算機,當打印機開機時,計算機的添加打
印機向導會自動偵測打印機并顯示對話窗以進行驅動程序的
安裝。點選「取消」,請勿使用添加打印機向導來安裝驅動程
序。
3. 準備好打印機包裝隨附的說明文件與軟件光盤,放入計算機的
光驅。光盤會執(zhí)行并顯示以下窗口,點選”Go”:
4. 選擇條碼打印機系列產(chǎn)品,點選驅動下載中的Seagull Driver
版本然后開始安裝:

除了透過光盤安裝,另一個安裝方式是到計算機上的Seagull
資料夾,執(zhí)行Seagull的驅動程序精靈(DriverWizard)進行安裝。
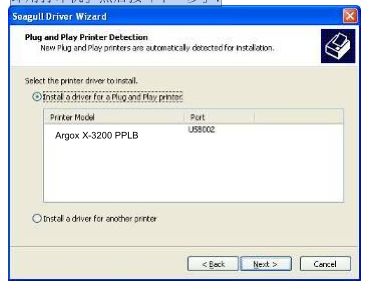
5. 在Seagull驅動程序精靈提示窗口上,選取第一項「安裝隨插
即用打印機」然后按「下一步」:
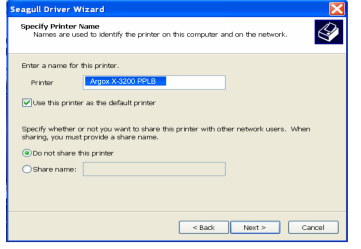
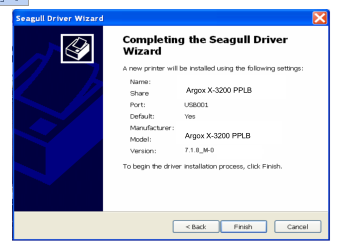
6. 輸入打印機名稱 (例如:Argox X-3200 PPLB),接著選取
「不要共享這個打印機」,然后按一下「下一步」
7. 檢查顯示畫面上所有的數(shù)據(jù),假如數(shù)據(jù)都正確,請按一下「結
束」。
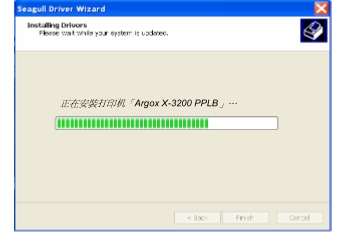
8. 將相關檔案都復制到系統(tǒng)后,按一下「結束」
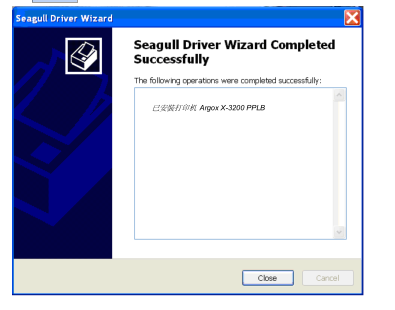
9. 完成驅動程序安裝后,按一下「關閉」。驅動程序已安裝
完成。
 4. 疑難排解與維護
4. 疑難排解與維護
LED 及LCD 診斷
一般來說,當打印機無法正常運作時,「確認」LED燈會持續(xù)閃
爍,而打印程序以及計算機和打印機之間的通訊也會停止。
若LED燈閃爍表示發(fā)生問題,此時請檢查LED燈和LCD顯示器,
然后參閱下列解決方式:
紙張問題
LED/LCD 顯示
確認和紙張LED燈 閃爍
LCD顯示器 紙張用完
可能的問題 解決方式 附注
間隔(Gap)偵測錯誤
檢查紙張路徑
檢查標簽感測器的位
置
假如使用連續(xù)紙張,
請檢查應用程序和驅
動程序,并選取連續(xù)
紙張。
紙張用完 更換紙卷
未裝入紙張 裝入紙卷
紙張卡紙 移除卡紙
注意: 如果問題持續(xù)存在,請執(zhí)行紙張校準。
68
碳帶問題
LED/LCD 顯示
確認和碳帶LED燈 閃爍
LCD顯示器 碳帶用完
可能的問題 解決方式 附注
碳帶用完 更換碳帶卷 不適用于熱敏模
式。
碳帶卡紙 移除卡紙
碳帶感測器發(fā)生錯誤 更換碳帶感測器
注意: 如果要使用熱敏模式,請利用面板、Windows驅動程序或
指令來設定。其它問題
LED 顯示
確認LED燈 閃爍
問題 解決方式 附注
串口輸出入錯誤 檢查主機和打印機之間的
傳輸率、格式或通訊協(xié)議。
不適用于
Centronics并口
裁紙器故障 檢查紙張
檢查裁紙器和主機板之間
的連接。
聯(lián)絡經(jīng)銷商請求技術支
持。
內存已滿 從主機查看圖形和軟件字
型。刪除已不再使用的應
用程序軟件。
需重新啟動系統(tǒng)。
注意: 問題解決之后,按下取消即可繼續(xù)打印。打印機 狀態(tài)
LCD 顯示訊息 閃爍的
LED
說明
暫停 確認 打印機已暫停。按下暫停或取消
鍵,可恢復正常。
紙張用完 紙張
確認
紙張已取出或用完。將新的紙張裝
入打印機。
碳帶用完 碳帶
確認
碳帶已取出或碳帶用完。將新的碳
帶裝入打印機。
串口 I/O 錯誤 確認 打印機和主機之間所使用的
RS232格式或傳輸率不一致。
裁紙失敗 確認 裁紙器無法裁切紙張,請檢查紙張
和裁紙器。
記憶體已滿 確認 加載過多的軟件字型、圖形或表
單,打印機緩沖區(qū)已滿。請檢查數(shù)
據(jù)格式。打電話給客服中心。
紙張感測超出范圍 確認 紙張感測器在校正時超出范圍。確
定紙張已裝入,且標簽感測器置于
紙張下方。
打印頭過熱 紙張 打印工作會在加熱打印頭降溫之
后開始。
打印頭開啟 確認 門擋扣未關上。必須關閉門擋扣,
才能打印標簽。
71
傳輸問題
計算機顯示「打印機逾時」
1. 檢查通訊傳輸線 (并口或串口) 是否牢牢連接到計算機上
的并口端口或串口端口,而且另一端是否牢牢連接到打印
機上的接頭。
2. 檢查打印機電源是否開啟。
如果能夠傳送數(shù)據(jù),但打印機卻無法印出。請確認使用中的打印
機驅動程序,并檢查Windows系統(tǒng)專用的Seagull驅動程序和標簽
打印機是否正確選取。
恢復程序
問題修正之后,只要按下取消鍵或重新啟動打印機即可繼續(xù)。請
確定LED未閃爍,并記得重新傳送檔案。
立象Argox X-3200標簽打印機打印機維護
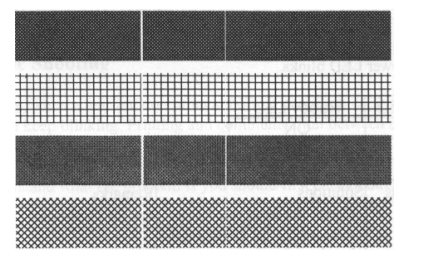
印出垂直條紋,通常表示打印頭臟污或故障(請參閱下列范例)。
請清潔打印頭。如果問題持續(xù)存在,請更換打印頭。
如果碳帶卷轉動不穩(wěn)定,請檢查標簽路徑,并確認打印頭卡榫是
否緊密關閉。
打印質量不佳:
碳帶可能不合規(guī)定。
紙張可能不合規(guī)定。
調整濃度 (加熱溫度)。
降低打印速度。
請參閱后續(xù)章節(jié),并清潔相關的零件。
清潔 打印頭
若要讓打印頭保持在最佳狀態(tài)并維持其效率,同時為了延長使用
時間,必須定期進行清潔。
注意:清潔打印機之前,請先關閉電源。
請依照下列步驟清潔打印頭
1. 關閉打印機電源。
2. 打開上蓋,露出打印頭模塊。
3. 取出碳帶。
4. 使用稍微沾濕酒精的棉花棒擦拭打印頭。
5. 每次清潔后,檢查棉花棒上是否有任何黑色的痕跡或殘
膠。
6. 必要時重復此步驟,直到棉花棒在擦拭過打印頭后仍能保
持干凈。
清潔周期
強烈建議您定期清潔打印頭,或至少在每次更換標簽紙卷時(在熱
敏打印模式下)清潔一次,或每次更換碳帶后(在熱轉打印模式下)
都應該清潔打印頭,并應根據(jù)實際的使用量和狀況提高清潔頻
率,如打印機是在嚴苛的應用及環(huán)境中操作,或當您發(fā)現(xiàn)列印品
質明顯下降時,請經(jīng)常清潔打印頭。
74
清潔材料
打印頭的加熱元件表面極為脆弱。
為避免造成任何可能的損傷,請使用軟布/棉花棒沾上「乙醇」或
「異丙醇」來清潔打印頭表面。
強烈建議在清潔時戴上手套。
請勿用空手或任何硬物直接接觸打印頭表面。
請勿讓打印頭接觸到水或唾液,以免加熱加熱元件銹蝕。
清潔方向
清潔打印頭時,請永遠朝著同一方向來清潔打印頭的「加熱
線」,例如只能由左到右或由右到左;并請輕輕擦拭,無過度用
力。請勿前后來回擦拭,以免清潔棉布上的灰塵、贓污或碳帶碎
屑又再次粘附在打印頭上。
特別注意事項 :
不論在任何情況下,只要打印頭的序號遭到抹除、篡改、損傷或
無法辨識時,保固即失效。
清潔滾軸
使用稍微沾濕酒精的棉花棒清潔滾軸,清除任何黏附的殘膠。
注意: 如果滾軸接觸到灰塵或殘膠等任何外來物體,請即刻清潔
滾軸。
清潔紙卷供應端
使用稍微沾濕中性清潔劑的棉花棒清潔紙卷供應端。每次印完紙
卷后,都應該清潔紙卷供應端,以免跑入灰塵。
75
5. 進階安裝與調整
本章節(jié)在說明 X 系列工業(yè)型打印機的安裝與調整,為維持整體打
印質量,建議由專業(yè)的技術人員進行。
打印頭 壓力
當發(fā)現(xiàn)局部打印質量不良時,可以依據(jù)不良位置旋轉旋鈕以改
善。出廠默認箭頭會對準旋鈕上的 0;如出現(xiàn)圖 1 現(xiàn)象時,逆時
針旋轉旋鈕將會改善打印質量不良的情形,如圖 2
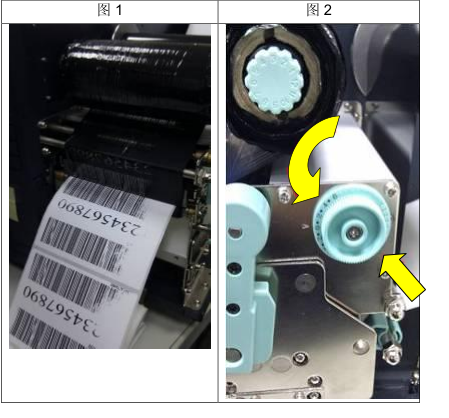
同理如出現(xiàn)圖 3 現(xiàn)象時,順時針轉動旋鈕如圖 4,會使情況得到
改善,因此可依照情況自行旋轉旋鈕以改善情況
當打印質量改善時,記下旋鈕調整后的新位置與目前使用的碳帶
型號,以作為日后參考。
請注意,圖 2 以及圖 4 中旋鈕的位置,打印機出廠默認值設定
為”0”。
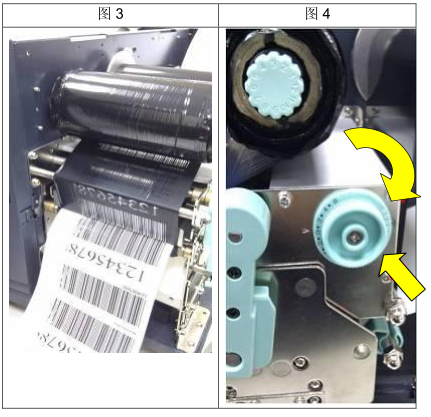
打印 頭打印線位置
當標簽僅出現(xiàn)局部打印質量不良,而碳帶并沒有產(chǎn)生皺折的情況
下,其必須對打印頭的位置進行調整,調整位置如圖 1 所示,目
視位置為面對機器的方向。以內六角螺絲起子進行調整。
圖 1 標示中的兩顆內六角螺絲所調整的部分如圖 2、圖 3 所示,
當標簽的右側出現(xiàn)打印質量不良,如圖 2 中顯示,則對右側螺絲
進行調整。當標簽的左側出現(xiàn)打印質量不良,如圖 3 中顯示,則
對左側螺絲進行調整。調整步驟如下:
1. 順時針旋轉螺絲半圈并測試打印,觀察打印品質是否逐
漸改善。改善后則停止動作。
2. 反復進行步驟 1,如果進行五次之后打印品質沒有逐漸
改善,則反轉五圈轉回原位置,并進行步驟 3。
3. 逆時針旋轉螺絲半圈并測試打印,觀察打印品質是否逐
漸改善。改善后則停止動作。
 碳帶張力
碳帶張力
碳帶供應軸與回收軸上都有調整張力的控制鈕以調整碳帶張力。
控制鈕初始相對位置如圖 2 所示,箭頭對齊黑線位置,控制鈕能
兩側轉動,順時針轉動會加強張力,反之則會減少張力。
如果碳帶皺褶產(chǎn)生在供應軸一側,則順時針旋轉供應軸側轉鈕,
以增加供應軸側碳帶張力,用以改善碳帶皺褶情況。但是請注意,
如果供應軸處張力太大會使碳帶出現(xiàn)走位不順的現(xiàn)象,當發(fā)生此
情況時,需逆時針轉動供應軸轉鈕,以降低張力,使碳帶走位情
況正常。
如果碳帶在回收軸產(chǎn)生皺褶,則逆時針旋轉回收軸轉鈕,減少回
收軸側張力,使碳帶皺褶狀況改善。同理,當回收軸側張力過小,
將會出現(xiàn)碳帶走位不順的現(xiàn)象,需要順時針轉動轉鈕使碳帶張力
增加。
圖 1
80
圖 2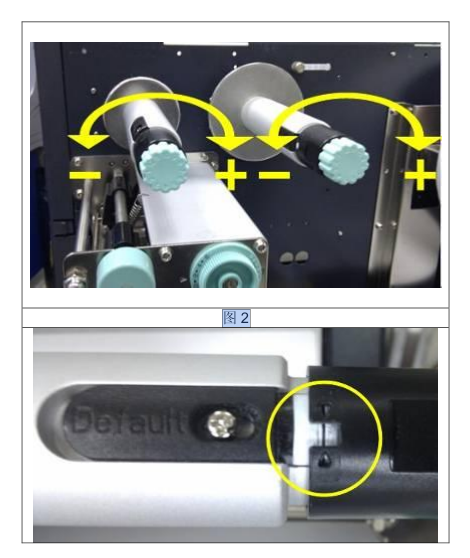
碳帶滾動條提供了一項方便的功能,可讓使用者藉由轉動旋鈕來
調整碳帶滾動條的張力。使用者可以調整碳帶滾動條,將黑線對
準箭頭標示,重設為出廠默認的張力。
81
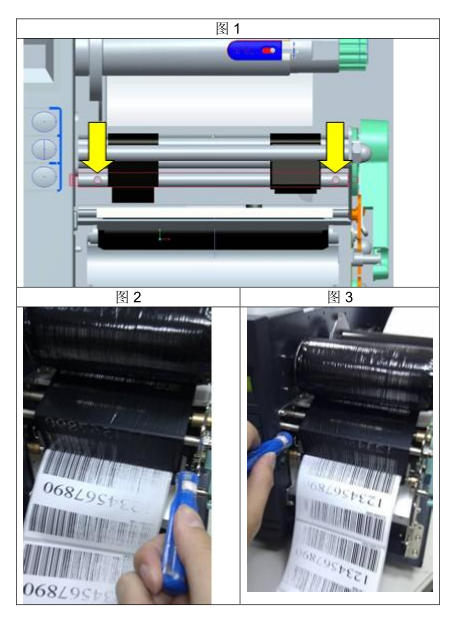
打印皺折
列印過程中,會因為碳帶出現(xiàn)皺褶沒事的打印狀況不佳。此時可
以對應發(fā)生情況對碳帶調整片進行調整。
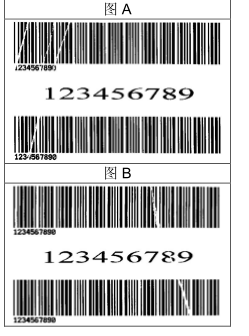
當打印出現(xiàn)上述狀況時,表示調整片兩側高度不均,因此須適當
的調整兩側高度使其等高。調整步驟如下:
1.將兩側螺絲依逆時針方向放松

2. 確認調整片已經(jīng)處于最低位置后依順時針方向鎖緊。

3.以此進行測試打印。結果正常調整即結束,否則繼續(xù)下列步驟。
4.假如測試打印結果出現(xiàn)圖 A 狀況,則在調整片右側螺絲固定情
況下對松開左側螺絲對左側進行向上的微調,直至狀況改善為
止。如結果為圖 B 狀況,則左側螺絲固定的情況下松開右側螺
絲并對右側進行向上微調至狀況改善
安裝旋刀/ 閘刀 裁紙器
請參閱下列步驟,將旋刀裁紙器套件安裝到打印機上:
1. 關閉打印機電源。
2. 從左側及右側拆下上蓋。
3. 將裁紙器驅動(Cutter Baby Board)安裝到主機板上的
JP17 插座(適用于 X-1000VL, X-2000V, X-2000V Zip)
或JP15插座(適用于 X-2300, X-2300Z, X-2300E,
X-2300ZE, X-3200, X-3200Z, X-3200E, X-3200ZE)。
4. 將三顆螺絲從撕紙鐵片上松開,然后取下撕紙鐵片。
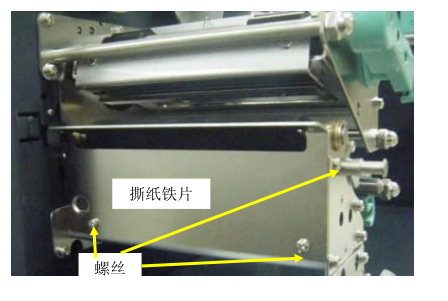
5. 插入左邊的裁紙器支架(7),然后將兩顆螺絲(6)鎖到打印
機模塊上。
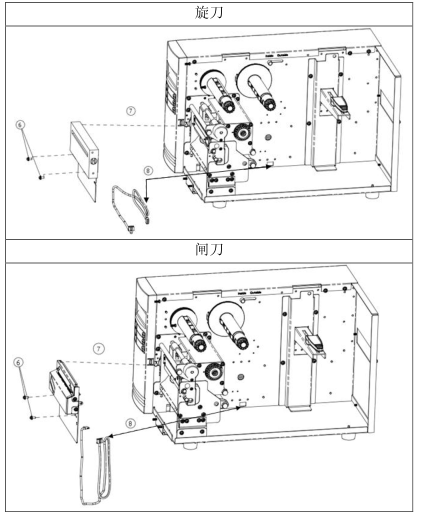 6. 將裁紙器訊號線(8)穿過導孔,然后連接到主機板上的
6. 將裁紙器訊號線(8)穿過導孔,然后連接到主機板上的JP16 接頭(X-1000VL/ X-2000V/ X-2000V Zip)或JP14
接頭(X-2300/ X-2300Z/ X-2300E/ X-2300ZE/ X-3200/
X-3200Z/ X-3200E/ X-3200ZE) 。
7. 開啟打印機電源。
8. 如為具備LCD的機型,請在LCD上將「裁紙器設置」參數(shù)
設到開啟的位置。
如為X-1000VL機型,請透過驅動程序或指令作設定。
安裝裁紙器之后,裝入紙張和碳帶。
1. 將紙張前端放到滾軸上。
2. 關上打印頭模塊的卡榫。
3. 按住PAUSE按鍵,并開啟打印機電源。
4. 等到裁紙器開始裁紙后,放開按鍵。
5. 完成裁紙后,打印機會送入8英吋長的標簽。
注意: 上述程序適用于初次安裝裁紙器或裁紙器卡紙時。一般將
紙張裝入裁紙器的程序應該是:
1. 將紙張前端放到滾軸上。
2. 關上打印頭模塊的卡榫。
3. 開啟打印機電源。
4. 按下 FEED 按鍵,將紙張前端送入裁紙器。
86
旋刀/ 閘刀裁紙器設定
開始打印與裁紙之前,請先確認目前安裝的裁紙器是旋刀還是閘
刀,再透過 Seagull 驅動程序選擇打印機相關設定 。 請參考以下
設定步驟 - 以 X-3200 機型為例:
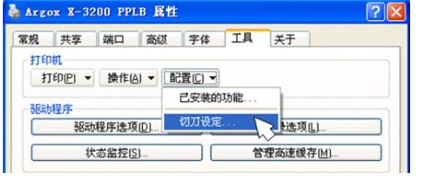
1. 找到 X-3200 打印機驅動程序,點擊鼠標右鍵,選取 「 內容 」
后會跳出以下窗口,請點選 「 工具 」
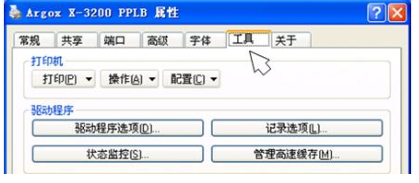
2. 點選「配置」后,選取「切刀設定」:
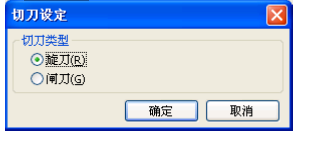
3. 「切刀設定」小窗口會接著出現(xiàn),請參考下圖。
如果已安裝旋刀裁紙器,切刀類型請點選「旋刀」。
再按確定:
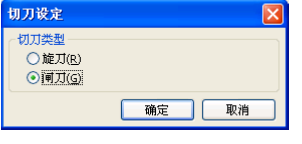
「切刀設定」會接著出現(xiàn),請參考下圖。
如果已安裝閘刀裁紙器,切刀類型請點選「閘刀」。
再按確定:
4. 回到 X-3200 驅動程序的「打印首選項」,點選「卷 」,
設定「打印后操作」為「剪切」:

如果要使用閘刀裁紙器的半切功能,設定「打印后操作」為
「半切」
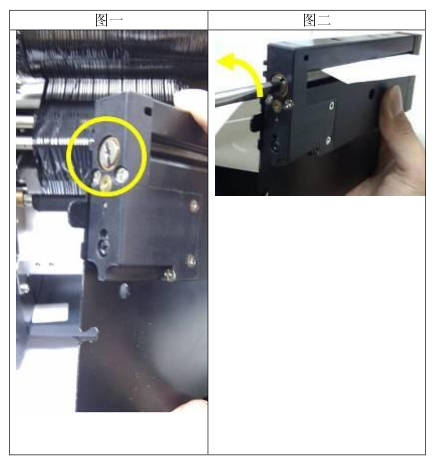
立象Argox X-3200標簽打印機旋刀裁紙器卡紙排除
當裁紙器出現(xiàn)卡紙現(xiàn)象時,請先行參照”安裝裁紙器”說明將裁紙
器拆下。拆下后請找出圖一位置,以一字起子對裁紙器進行卡紙
調整。一字起子轉動方向為逆時針方向,如圖二所示。在轉動旋
刀的過程中同時進行將紙張取出的動作,當旋刀轉動到不會壓迫
到紙張的位置時紙張即可拿出,否則轉過頭便會再次卡住紙張。
閘刀裁紙器卡紙排除
當裁紙器出現(xiàn)卡紙現(xiàn)象時,請找出圖一位置,該位置在于閘刀模
組下方,其位置處有一控制閘刀上下運動的螺絲。以十字起子轉
動螺絲對裁紙器進行卡紙調整。以逆時針方向旋轉將閘刀放下以
順利取出被卡住的紙張,如圖二所示。在十字起子逆時針旋轉過
程中會將卡紙的閘刀放下,這時可以順利的將卡住的紙張取出。

安裝剝紙器
將剝紙器安裝到打印機,方式如下:
1. 關閉打印機電源。
2. 從左側及右側拆下上蓋。
3. 組裝左側和右側的相關組件。請見下圖:
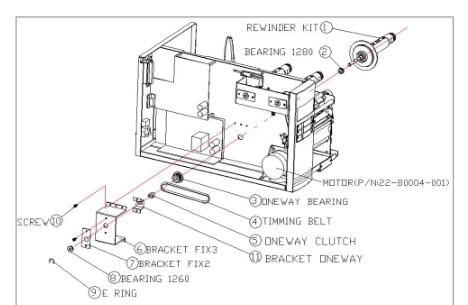
1 REWINDER KIT 紙張回卷器套件
2 BEARING 1280 培林 1280
3 ONEWAY BEARING 單向培林
4 TIMING BELT 時規(guī)皮帶
5 ONEWAY CLUTCH 單向連動軸
6 BRACKET FIX3 固定支架 3
7 BRACKET FIX2 固定支架 2
8 BEARING 1260 培林 1260
9 E RING E 型環(huán)
10 SCREW 螺絲
11 BRACKET ONEWAY 單向支架
4. 將剝紙器訊號線穿過導孔安裝到主機板上的 JP15 插座
(適用于 X-1000VL, X-2000V, X-2000V Zip),或 JP12 插
座(適用于 X-2300, X-2300Z, X-2300E, X-2300ZE, X-3200,
X-3200Z, X-3200E, X-3200ZE)。
5. 插入剝紙器(Peeler)支架左側,然后用三顆螺絲(Screw)固
定在加熱打印頭模塊上。
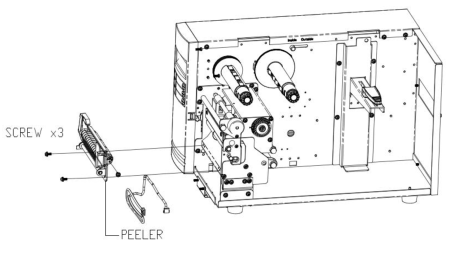
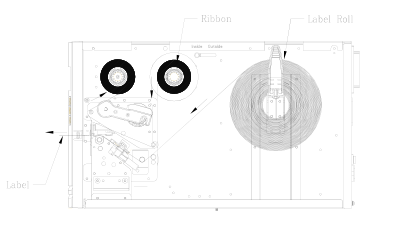
6. 裝入碳帶(Ribbon)和標簽紙卷(Label Roll)、標簽(Label)。
7. 開啟打印機電源。
8. 如為 X-1000VL 以外的機型,請在 LCD 上將「剝紙器設置」
參數(shù)設到開啟的位置。
如為 X-1000VL 機型,請透過驅動程序或指令作設定。
更換RTC 計時器 電池
1. 關閉打印機電源并將 AC 電源線拔下。
2. 將打印機的左側擋板打開。
3. 將主板上的卡榫松開以更換 RTC 計時器電池。
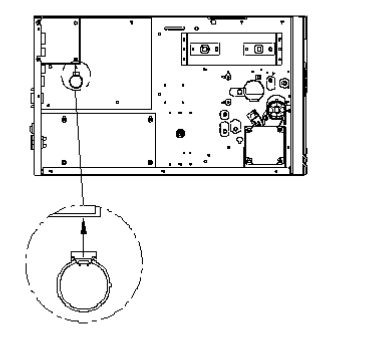
注意:電池如果更換不正確的類型會有爆炸的危險。
請根據(jù)指示處理用過的電池。
單機操作鍵盤
支持單機操作鍵盤的打印機
Argokee 獨立鍵盤
PS/2
計算機鍵盤
打印機
語言
PPLA PPLB Basic PPLB only
機型
X-1000VL
X-2000V
X-2300
X-2300Z
X-3200
X-2300E
X-3200E
X-1000VL
X-2000V
X-2300
X-2300Z
X-3200
X-2300E
X-3200E
所有
機型
X-2000V
X-2300
X-3200
X-2300E
X-3200E
若要單獨使用鍵盤來操作打印機,請依照下列程序進行:
1. 建立一份鍵盤的表單 (表單應包含「ZS」指令,才能儲存到
Flash內存中。請參閱下列的指令范例)。
2. 開啟打印機電源;將表單從PC下載到打印機。
3. 關閉打印機電源。
4. 將鍵盤連接到PS/2鍵盤接口。
5. 開啟打印機電源。
6. 查看LCD,取得各個數(shù)據(jù)字符串/標簽張數(shù)/份數(shù)的指示,然
后照著輸入數(shù)據(jù)。
表單 控制功能
按鍵 功能
Esc 進入或離開鍵盤模式
退格鍵 刪除最后一個輸入的字符F1 跳到下一個表單 (假如有一個以上的表單)
Enter - 選取表單
- 輸入數(shù)據(jù)的結尾
范例 : 建立鍵盤表單
1. 為表單KBD.FRM建立一個指令文件。
指令 說明
ZS
FK"KBDFORM"
FS"KBDFORM"
V00,15,N,"Product Name ?"
C0,10,N,+1,"Product No. ?"
Q50,24
q816
S2
D8
ZT
A550,20,0,4,1,1,R,"ABC
COMPANY"
B550,60,0,2,2,4,40,B,C0
A540,150,0,3,1,1,N,V00
FE
ZN
啟用儲存至Flash
刪除前一項目
表單開頭
變量及顯示訊息
計數(shù)器及顯示訊息
標簽尺寸
標簽寬度
速度
熱度
從上方打印
固定數(shù)據(jù)
計數(shù)器條碼I25
打印輸入產(chǎn)品
表單結尾
停用儲存至 Flash
97
將 KBD.FRM 檔案傳送到打印機 MS-DOS 下
>COPY/B KBD.FRM LPT1:
2. 關閉打印機電源,連接鍵盤,然后再開啟打印機電源。LCD
顯示器會出現(xiàn)下列訊息:
準備列印 (203, B)
FOR KEYBD
3. 按下進入鍵盤模式,接著會出現(xiàn)表單名稱。按
下選取表單。
4. 輸入產(chǎn)品名稱。
輸入編號。
5. 輸入標簽張數(shù)。
KBDFORM
Product Name ?
Barcode Printer
Product No. ?
0123456789
LABEL SET NO. ?
3
98
輸入復制份數(shù)。
6. 按下繼續(xù)下一張標簽,接著重復步驟 5 至
7,或按下離開。
7. 輸出
COPIES PER LAB?
1
ENTER to go on,
or ESC
 單機操作 條碼 掃描槍
單機操作 條碼 掃描槍
支持單機操作 條碼 掃描槍 的打印機
掃描槍
接口 PS/2 RS-232
打印機語言 PPLB PPLB
機型
X-2000V
X-2300
X-3200
X-2300E
X-3200E
X-1000VL
若要單獨使用條碼掃描槍 (掃描槍) 來操作打印機,請依照下列
程序進行
1. 建立一份條碼掃描槍的表單 (注意,表單名稱必須為
「READER」,且表單應包含「ZS」指令,才能儲存到
Flash內存中)。
2. 開啟打印機電源;將表單從PC下載到打印機。
3. 在LCD上將「掃描槍設置」參數(shù)設定到”開啟”的位置。
4. 關閉打印機電源。
5. 將條碼掃描槍連接到PS/2鍵盤接口。
6. 開啟打印機電源。
7. 查看 LCD,取得各個數(shù)據(jù)字符串和掃描條碼的指示,然
后照著輸入數(shù)據(jù)。
100
范例:建立條 碼 掃描槍 表單
1. 為表單READER.FRM建立一個指令文件。
指令 說明
ZS
FK"READER"
FS"READER"
V00,15,N,"Product Name ?"
C0,10,N,+1,"Product No. ?"
Q50,24
q816
S2
D8
ZT
A550,20,0,4,1,1,R,"ABC
COMPANY"
B550,60,0,2,2,4,40,B,C0
A540,150,0,3,1,1,N,V00
PA1
FE
ZN
啟用儲存至 Flash
刪除前一項目
表單開頭
變量及顯示訊息
計數(shù)器及顯示訊息
標簽尺寸
標簽寬度
速度
熱度
從上方打印
固定數(shù)據(jù)
計數(shù)器條形碼 I25
打印輸入產(chǎn)品
單一份數(shù)
表單結尾
停用儲存至 Flash
101
2. 將 READER.FRM 檔案傳送到打印機MS-DOS下
>COPY/B READER.FRM LPT1:
3. 關閉打印機電源,連接條碼掃描槍,然后開啟打印機電源,
在LCD上”掃描槍設置”設到”開啟”。
4. 接著就會自動執(zhí)行READER表單。使用條碼掃描槍從打印
的條碼中掃描產(chǎn)品名稱和編號。
5. 打印標簽 復制的份數(shù)則以 READER表單中的 PA 指令為依據(jù)。接著自動重復步驟 4。
6. 輸出
 注意:
注意:1. 若要繼續(xù)正常操作,請按住取消鍵,然后再次開啟打印機
電源。
2. 使用鍵盤或條碼掃描槍時,將無法透過Centronics并口或
串口與主機通訊。
3. 鍵盤表單不允許使用P指令,而條碼掃描槍/掃描槍表單則
必須包含PA指令6. 技術參考
一般規(guī)格
規(guī)格 X-1000VL X-2000V
X-2300
X-2300E
X-3200
X-3200E
打印
方式
熱敏式和熱轉式
打印
分辨率
203 dpi
(8 dots/mm)
300 dpi
(12 dots/mm)
打印
寬度
最大4.09 吋(104mm) 最大4.16" (105.7mm)
打印
長度
最大50 吋
(1270毫米)
最小0.2吋(5毫米)
最大
100吋
(2540
毫米)
最小0.2
吋(5毫
米)
最大50 吋
(1270毫米)
最小0.2吋(5毫米)
打印
速度
2 ~ 4 IPS
(51~102
毫米/秒)
2 ~ 6 IPS
(51~152 毫米/秒)
1 ~ 最快 5 IPS
(25.4~127 毫米/秒)
內存
8MB DRAM
(7MB 使用者可用)
4MB Flash ROM
(3MB 使用者可用)
16 MB DRAM
(13MB 使用者可用)
8MB Flash ROM
(6MB 使用者可用)
104
CPU
類型
32 位RISC微處理器
感測
裝置
紙張反射式感測器和紙張穿透式感測器 (可移動) /
打印頭抬起感測器 /
碳帶用盡感測器
操作
介面
LED
指示燈x 3、
按鍵x 3
LED 指示燈x 3、按鍵x 3、
背光式LCD 顯示器,可顯示16 x 2行,
支持中文以及多國語言顯示
通訊
接口
并口、
串口
(RS-232)
(傳輸率
至115200
bps)、
USB
并口、
串口 (RS-232)、
USB、
PS/2界面、
以太網(wǎng)絡10/100MB (X-2300E / X-2300ZE /
X-3200E / X-3200ZE)
紙張
種類
紙卷式、標簽式 (間距紙、連續(xù)紙、折迭紙、票券、吊牌...等)
紙張
規(guī)格
最大寬度:4.4 吋(11.2 公分)
最小寬度:1 吋(2.54 公分)
厚度:0.0025 吋~0.01 吋(0.00635 公分~0.0254 公分)
最大外徑8吋(20.3 公分) / 內徑尺寸3吋(7.6公分)
最大外徑7吋(17.8公分) / 內徑尺寸1.5吋(3.8公分)
旋刀裁紙器適用紙張最小長度:0.79吋(2公分)
碳帶
種類
蠟質、半蠟半樹脂、全樹脂
(內卷式或外卷式碳帶皆適用)
105
碳帶
規(guī)格
碳帶寬度:1吋~4吋 (2.54公分至10.16公分)
碳帶最大長度:360 公尺(蠟質)、300 公尺(樹脂)
最大外徑:3吋(7.6公分) / 內徑尺寸:1吋(2.54 公分)
機身
尺寸
寬 9.84 x 長 16.46 x 高 10.35 英吋
(寬 250 x 長 418 x 高 263 毫米)
重量 24.6 磅 (11 公斤)
電源
100~240 VAC,50/60 Hz,
內建切換式電源供應器
操作
環(huán)境
操作溫度:40F~100F (4C~38C) ,
相對濕度:10% ~ 90%,
儲存溫度:-4F~122F (-20C~50C)
驅動程
序操作
系統(tǒng)
Win XP/ Vista/ Windows 7/ Windows 8
打印機
語言
X-1000VL, X-2000V, X-2300, X-2300E, X-3200, X-3200E:
PPLA, PPLB
X-2000V Zip, X-2300Z, X-2300ZE, X-3200Z, X-3200ZE:
PPLZ
計時器
(RTC)
選購配備
標準內建
(RTC電池:
Type CR2032, +3V, 225mAh)
106
選購
配件
閘刀裁紙器
旋刀裁紙器
剝紙器
紙張回卷器
紙架
字型卡 (簡體中文、繁
體中文、日文、韓文)
閘刀裁紙器
旋刀裁紙器
剝紙器
紙張回卷器
紙架
安規(guī)
認證
CE, cULus, FCC class A, CCC, S-Mark, RoHS
注意:
1. 由于字型卡和選購的RTC卡共享同一個接口,因此無法
同時使用這兩種功能。
2. 只有X-1000VL以外的機型可以透過 PS/2 連接端口連
接PC鍵盤進行單機操作。X-1000VL透過RS-232串口連
接Argokee獨立鍵盤。
字型、條碼和圖形規(guī)格
字型、條碼和圖形規(guī)格視打印機指令集(Emulation) 而定。指令
集也就是打印機程序語言 (Printer Programming Language,
PPL),計算機需透過此語言與打印機通訊。打印機程序語言共有
三種:PPLA、PPLB和PPLZ。
107
打印機程序語言:PPLA
規(guī)格 X-1000VL / X-2000V / X-2300 /
X-3200 / X-2300E / X-3200E
內建字型 9 種不同大小的字型
6 種ASD平滑字型
支持多種符號集的Courier字型
國際字符集
(Code pages)
Courier字型符號集:
Roman-8, ECMA-94, PC, PC-A, PC-B, Legal,
PC437 (Greek), Russian.
字型放大 1x1 至 24x24
旋轉角度 0°, 90°, 180°, 270° 四種方向
軟件字型 可透過Font Utility下載向量字型
(X-2300 / X-3200 / X-2300E / X-3200E
另可下載亞洲字型)
一維條碼
Code 39
UPC-A
UPC-E
Code 128 subset A/B/C
EAN-13
EAN-8
HBIC
Codabar
Plessey
UPC2
UPC5
Code 93
Postnet
UCC/EAN-128
UCC/EAN-128 K-MART
UCC/EAN-128 Random Weight
Telepen
FIM
Interleave 2 of 5 (Standard/with modulo 10
108
checksum/with human readable check digit/with
modulo 10 checksum & shipping bearer bars)
GS1 Data bar (RSS)
二維條碼
MaxiCode
PDF417
Data Matrix (ECC 200 only)
QR code
Composite Codes
圖片格式 PCX, BMP, IMG, GDI 和 HEX 格式
打印機程序語言:PPLB
規(guī)格
X-1000VL / X-2000V / X-2300 /
X-3200 / X-2300E / X-3200E
內建字型 5 種不同大小的字型
國際字符集
(Code pages)
8 位:Code page 437、850、852、860、863 和
865
7 位:USA、British、German、French、Danish、
Italian、Spanish、Swedish 和 Swiss。
(300dpi 機種只支持Code page 437, 850, 852,
860, 863, 865)
字型放大 1x1 至 24x24
旋轉角度 0°, 90°, 180°, 270° 四種方向
軟件字型
可透過Font Utility下載向量字型
(X-2300Z / X-3200Z / X-2300ZE / X-3200ZE
另可下載亞洲字型)
一維條碼
Code 39
UPC-A
UPC-E
UPC-Interleaved 2 of 5
Code 39 with check sum digit
109
Code 93
EAN-13
EAN-8 (Standard, 2 /5digit add-on)
Codabar
Postnet
Code128 subset A/B/C
Code 128 UCC (shipping container code)
Code 128 auto
UCC/EAN code 128 (GS1-128)
Interleave 2 of 5
Interleaved 2 of 5 with check sum
Interleaved 2 of 5 with human readable check digit
German Postcode
Matrix 2 of 5
UPC Interleaved 2 of 5
EAN-13 2/5 digit add-on
UPCA 2/5 digit add-on
UPCE 2/5 digit add-on
GS1 Data bar (RSS)
二維條碼
MaxiCode
PDF417
Data Matrix (ECC 200 only)
QR code
Composite Codes
圖片格式 PCX , Binary Raster, BMP 和 GDI
打印機程序語言:PPLZ
規(guī)格 X-2000V Zip / X-2300Z /
X-3200Z / X-2300ZE / X-3200ZE
內建字型 8 種不同大小的字型 (A~H)
8 種AGFA字型: 7種不同大小的固定字型
(P~V)
1種向量字型(0)
國際字符集 USA1、USA2、UK、Holland、Den / Nor、
110
Swe / Fin、German、France1、France2、Italy、
Spain、Misc.、Japan、IBM850。
字型放大 1x1 至 10x10
旋轉角度 0°, 90°, 180°, 270° 四種方向
軟件字型
可透過Font Utility下載向量字型
(X-2300Z / X-3200Z / X-2300ZE / X-3200ZE
另可下載亞洲字型)
一維條碼
Code39
UPC-A
UPC-E
Postnet
Code128 subset A/B/C
Interleave 2 of 5
Interleaved 2 of 5 with check sum
Interleaved 2 of 5 with human readable check
digit
Code 93
Code 39 with check sum digit
MSI
EAN-8
Codabar
Code 11
EAN-13
Plessey
GS1 Data bar (RSS)
Industrial 2 of 5
Standard 2 of 5
Logmars
二維條碼
MaxiCode
PDF417
Data Matrix (ECC 200 only)
QR code
Composite Codes
圖片格式 GRF, Hex 和 GDI
111
接口規(guī)格
本小節(jié)說明打印機I/O連接端口的接口規(guī)格。其中包括針腳定義、
通訊協(xié)議,以及如何正確連接打印機與主機或終端的詳細信息。
USB
USB「B」型插頭接口 接頭端針腳定義
針腳 訊號名稱
1 VBUS
2 D -
3 D+
4 GND
PS/2
提供標準 IBM PC PS/2 鍵盤接口,為 6 針腳的母接頭 :
針腳 方向 訊號
1 IN/OUT DATA
2 --- N.C
3 --- GROUND
4 --- +5V
5 IN/OUT CLOCK
6 --- N.C
串 口RS-232
打印機上的RS-232接頭為RS - 232C(DB-9)母接頭。
112
針腳 方向 定義
1 與針腳6互連
2 In RxData
3 Out TxData
4 無連接
5 - Ground
6 與針腳1互連
7 Out RTS
8 In CTS
9 Out +5V
注意: 針腳9保留供KDU(鍵盤裝置)使用。假如您使用一般的計
算機主機,請勿連接此針腳。
以太網(wǎng)絡接口
下列連接埠相容於以太網(wǎng)絡通訊:
針腳 訊號
1 Transmit+
2 Transmit-
3 Receive+
4 Reserved
5 Reserved
6 Receive-
7 Reserved
8 Reserved
113
連接主機
主機 25S 打印機 9P 主機 9S 打印機 9P
(計算機或兼容裝置) (計算機或兼容裝置)
DTR 20 …… 1 DSR DTR 4 …… 1 DSR
DSR 6 …… 6 DTR DSR 6 …… 6 DTR
TX 2 …… 2 RX TX 3 …… 2 RX
RX 3 …… 3 TX RX 2 …… 3 TX
CTS 5 …… 7 RTS CTS 8 …… 7 RTS
RTS 4 …… 8 CTR RTS 7 …… 8 CTS
GND 7 …… 5 GND GND 5 …… 5 GND
也可以連接下列3條線路:
主機 25S 打印機 9P 主機 9S 打印機 9P
(計算機或兼容裝置) (計算機或兼容裝置)
TX 2 …… 2 RX TX 3 …… 2 RX
RX 3 …… 3 TX RX 2 …… 3 TX
GND 7 …… 5 GND GND 5 …… 5 GND
pin 4 pin 4
pin 5 pin 6
pin 6 pin 7
pin 20 pin 8
114
連接其它主機(非計算機兼容裝置)或終端最簡單的方式為:
打印機 終端/ 主機
Pin 2- RxData ……… TxData
Pin 3- TxData ……… RxData
Pin 5- Ground ……… Ground
只要數(shù)據(jù)量不會過于龐大,而且您使用Xon/Xoff進行流量控制時,
通常都不會發(fā)生問題。
傳輸速率( 波特率設置) :
2400、4800、9600 (默認值)、19200、38400、57600、
115200 bps傳輸速率。(可由指令控制)
數(shù)據(jù)格式( 長度) :永遠使用8 位元數(shù)據(jù)位、1開始位和1停止位。
同位檢查 :永遠使用非同位(沒有同位檢查)
交握方式:XON/XOFF和CTS/RTS(硬件流量控制)。
如果您在Windows下搭配隨附的打印機驅動程序來執(zhí)行應用程
序,則應檢查上述參數(shù),并將流量控制設為「Xon/Xoff」或「硬
件」。
115
立象Argox X-3200標簽打印機維修中心 上海立象Argox X-3200標簽打印機維修中心 昆山立象Argox X-3200標簽打印機維修中心
