









產品詳情
【一】檢查機柜電源,真空本電線,吸塵器線,真空泵水位。
【二】機器開機,機器回機械原點(點擊控制面板上的原點按鈕,再以此按原點下方的Z、Y、X鍵)。
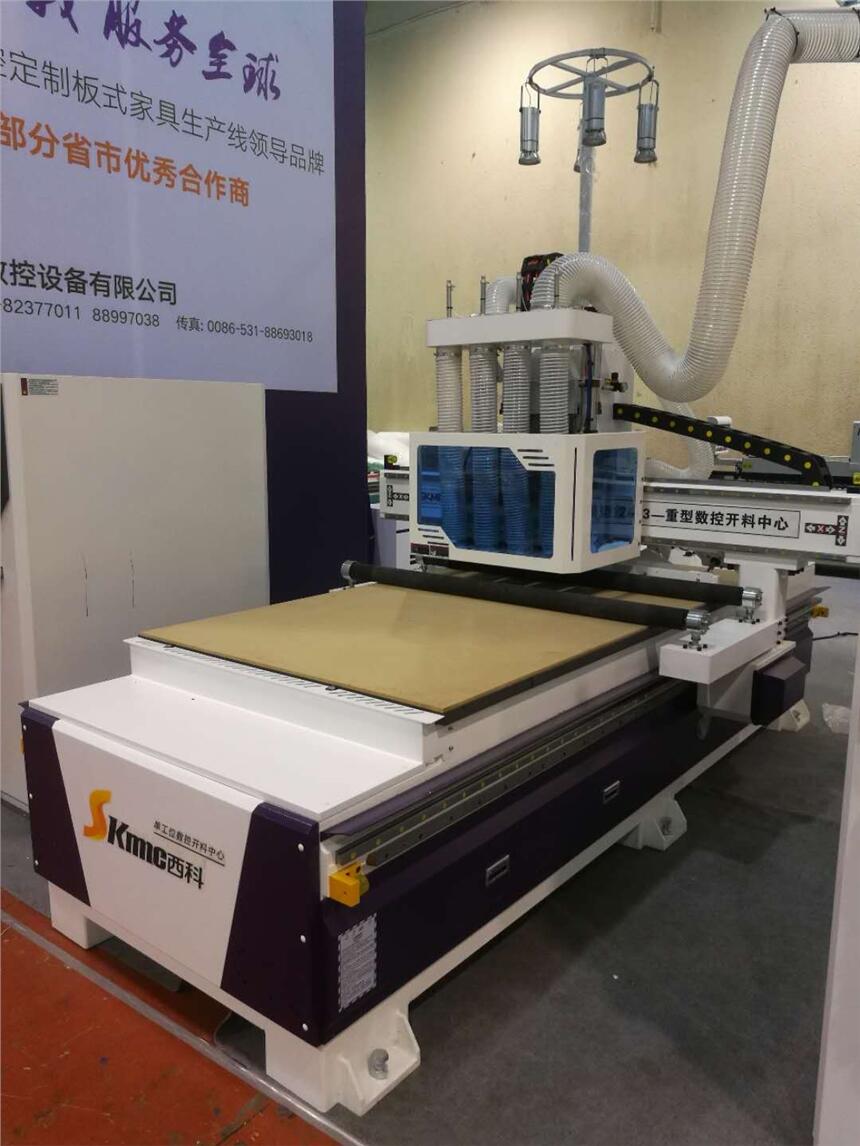
【三】對刀,在機器上鋪上襯板,并放上加工件板,按4+和4-鍵打開定位氣缸,將板材靠緊在氣缸上,然后收回定位氣缸,打開真空吸附(貌似燈泡一樣的鍵)。M6開料機是帶鉆包的機器,需要先用鉆包的T11刀對機器的X和Y坐標點,并對排鉆的Z坐標值。(在控制界面按F5鍵,找到排鉆設定,打開排鉆設定在選中T11,然后按下Enter鍵,將排鉆移動到機器左上角加工鍵的位置,以加工鍵的左上角為基準點,調整刀具中心和加工鍵的基準點一樣,面板上顯示的機械坐標的X和Y值即為加工原點的X值和Y值,再對排鉆的Z值,將排鉆刀刃面和加工件的面一樣就是排鉆的Z值,然后點擊排鉆設定,將機械Z值輸入所有排鉆的Z值)自此已經對完機器的X和Y坐標和排鉆的Z值。再對主軸T1和T2的Z值,按刀庫正轉切換到T1,將TZ的刀刃調整到加工件的平面,面板上的機械坐標Z值就是T1刀具的刀長值,輸入即可,T2同樣的原理和步驟,輸入完成后,機器的加工坐標即已經對好。





【二】機器開機,機器回機械原點(點擊控制面板上的原點按鈕,再以此按原點下方的Z、Y、X鍵)。
【三】對刀,在機器上鋪上襯板,并放上加工件板,按4+和4-鍵打開定位氣缸,將板材靠緊在氣缸上,然后收回定位氣缸,打開真空吸附(貌似燈泡一樣的鍵)。M6開料機是帶鉆包的機器,需要先用鉆包的T11刀對機器的X和Y坐標點,并對排鉆的Z坐標值。(在控制界面按F5鍵,找到排鉆設定,打開排鉆設定在選中T11,然后按下Enter鍵,將排鉆移動到機器左上角加工鍵的位置,以加工鍵的左上角為基準點,調整刀具中心和加工鍵的基準點一樣,面板上顯示的機械坐標的X和Y值即為加工原點的X值和Y值,再對排鉆的Z值,將排鉆刀刃面和加工件的面一樣就是排鉆的Z值,然后點擊排鉆設定,將機械Z值輸入所有排鉆的Z值)自此已經對完機器的X和Y坐標和排鉆的Z值。再對主軸T1和T2的Z值,按刀庫正轉切換到T1,將TZ的刀刃調整到加工件的平面,面板上的機械坐標Z值就是T1刀具的刀長值,輸入即可,T2同樣的原理和步驟,輸入完成后,機器的加工坐標即已經對好。
