















產品詳情
1、紫銅的氣焊
紫銅氣焊的接頭形式以對接為。因清除焊件縫隙中的熔渣、殘留焊縫很困難,盡量不采用搭接、角接、T接。
氣焊5mm以上厚度的紫銅板時要開坡口。
紫銅氣焊時,常采用SCu-1(絲202)、SCu-2(絲201)焊絲及銅焊粉。
紫銅氣焊時要預熱,薄板、小尺寸焊件的預熱溫度為400~500℃,厚度、體積比較大的焊件,預熱溫度為600~700℃。
紫銅氣焊時,常采用左焊法,這有利于防止金屬過熱和晶粒長大的傾向;但是,當焊件厚度大于6mm時,則采用右焊法。右焊法能以較高的溫度加熱紫銅焊件,此外便于觀察熔池、操作方便。
紫銅氣焊時,采用比較快的速度單面、單層焊,即使比較厚的焊件,也不要采用過多的焊接層數,因為多次焊接加熱容易引起熱影響區晶粒長大,且增大焊接變形量。焊接過程中偶爾中斷時,焊槍應緩慢地離開熔池,防止焊縫突然冷卻而產生裂縫、氣孔等缺陷。
為獲得細晶粒、高韌性的紫銅焊接接頭,焊后可以對紫銅件進行錘擊及局部、整體退火處理。
殘留在焊縫表面及附近兩側的熔渣、焊粉會引起焊接接頭的腐蝕,所以要在焊后的3~6小時內,仔細地清洗掉。
紫銅的鎢極氬弧焊
紫銅的鎢極氬弧焊操作靈活方便,焊接變形小,接頭質量高,因此特別適用于中、薄板紫銅結構的焊接。
紫銅氬弧焊用的焊絲有SCu-2(絲201)、SCu-1(絲202)銅焊絲,SCuSi硅青銅焊絲,錫磷青銅絲(QSn4-0.3)。對于焊接質量不高的產品,也可用不含脫氧元素的普通紫銅絲,但需添加氣劑301銅焊粉。
在焊接前,先檢查設備狀況,再根據焊件厚度、噴嘴孔徑調節好氬氣流量、鎢極伸出長度(一般在6~10mm之間)、焊接電流等參數,焊槍噴嘴與焊件距離約在8~15mm之間。
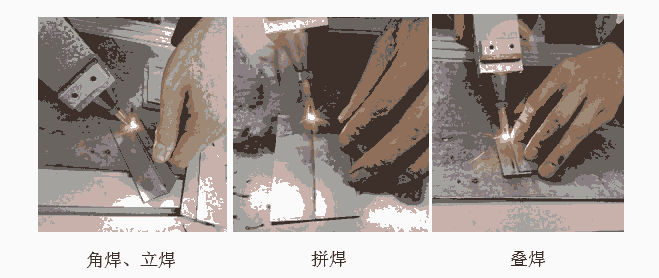
焊炬與焊件的角度,應便于觀察熔池及添加填充焊絲。平對接焊時,焊炬與焊件間的夾角為70~80°,角接焊時則為35~45°。焊絲與焊件間的夾角為10~20°。
鎢極手工氬弧焊時,一般采用左向焊法。焊炬應均勻、平穩地向前做直線運動,并保持恒定的電弧長度。在不添加焊絲的對接焊時,弧長為1.0~2.0mm;添加焊絲的對接焊時,弧長在4~7mm之間。焊炬移動時,可作簡短的停留,當達到一定的熔深后,再添加焊絲、向前移動。
焊絲送進過程中,應嚴防觸及鎢極。如發現熔池中混入較多雜質時,應停止再填絲,并將電弧適當拉長,用焊絲挑去熔池表面的雜質。
若在裝配好的接頭中發現局部處有較大的間隙時,應快速地向熔池中添加焊絲,然后移動焊炬。
紫銅激光焊接、




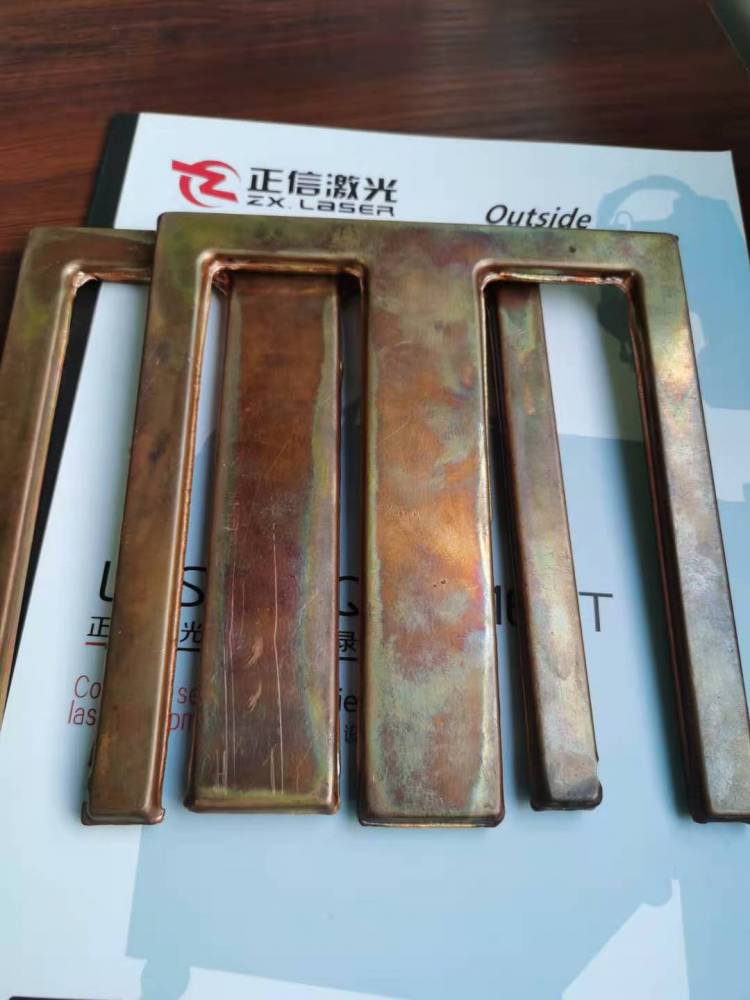


焊接產品特點
減少虛焊
有自動網壓補償功能,極大的減少虛焊和炸火現象。
減少對工件的損耗
焊接時間短,電流通過焊點的通電時間“幾個毫秒——幾十毫秒”,產生的熱能不會傳遞到焊點的周圍,減少了對工件或工件周邊的損耗。
焊點好
焊點小,焊接牢固,氧化小,不發黑
我們的優勢
1、我司具有國內企業所不具備的焊接工藝技術;
DBMZ液晶顯示系列逆變式電阻焊電源的特點:
1、直流輸出,焊接電流為脈動直流(且波紋度小),無交流過零不連續加熱工件等缺點,熱量集中,對有色金屬材料和一些難焊材料的焊接特別適合,焊接質量穩定,焊點質量高,其次,電極壽命獲得更大的延長。
2、具有抗沖擊性、震動的剛性,防止加壓時電極頭電極頭滑動,從而實現穩定的焊接過程。
3、由微控制器(MCU)控制,具有電流、電壓、功率監控功能。
4、逆變橋采用軟開關技術,減小開關損耗,減小電磁干擾。/5、 具有電流失常、監控值超限、網壓超限、過熱等故障診斷與報警功能。/5逆變橋電流失常自動關斷,增強系統保護。
5、 三段加熱設定,帶電流緩升緩降功能,時間寬范圍設定(0-250ms或0-1s),適用復雜焊接過程需要。
6、20組參數儲存,方便多種焊接品種使用。
7、240x128 LCD顯示,同時顯示多種內容。
10、較強的外部通訊功能:焊接結束、故障、計數信號、RS-232數據通訊口(選配),便于自動焊使用。
11、數據存儲采用EEPROM,無電池壽命問題。
12、 響應速度快。由于采用了較高的逆變頻率(4kHz、1kHz),具體型號機器的逆變頻率可查閱表1。通電時間控制周期為0.25ms或1ms,比通常交流焊機的20ms提高80或20倍,控制精度明顯提高。與電容儲能焊機相比,無需充放電,可控性明顯增強,特別適合于精密件的焊接和高質量、高精度、高速度焊接。
