















產(chǎn)品詳情
360*20精密管生產(chǎn)廠商ф38x4x7 ф219.1x36 ф323.9x20ф38x4.5 ф273x7 ф323.9x25x12Mф38x6 ф273 ф323.9x26ф42x3.5 ф273x12 ф323.9x30。ф42x4 ф273x16 ф323.9x32ф42x5 ф273x20 ф323.9x42ф42x5.5 ф273x22.2 ф355.6x11ф45x4 ф273x26 ф355.6x38。
 但這套設(shè)備在軋制小直徑的厚壁鋼管時(shí),易出現(xiàn)“內(nèi)六方”缺陷J,嚴(yán)重影響壁厚和內(nèi)徑精度,本工作主要通過調(diào)整減徑率和修改減徑機(jī)孑L型參數(shù),制定的生產(chǎn)工藝能有效降低“內(nèi)六方”缺陷。1生產(chǎn)工藝流程及工藝要點(diǎn)生產(chǎn)工藝流程為:坯料鋸切—坯料加熱—穿孔—軋管—微張力減徑—冷卻—矯直—切管—包裝—上交。
但這套設(shè)備在軋制小直徑的厚壁鋼管時(shí),易出現(xiàn)“內(nèi)六方”缺陷J,嚴(yán)重影響壁厚和內(nèi)徑精度,本工作主要通過調(diào)整減徑率和修改減徑機(jī)孑L型參數(shù),制定的生產(chǎn)工藝能有效降低“內(nèi)六方”缺陷。1生產(chǎn)工藝流程及工藝要點(diǎn)生產(chǎn)工藝流程為:坯料鋸切—坯料加熱—穿孔—軋管—微張力減徑—冷卻—矯直—切管—包裝—上交。
83*13 冶鋼 127*10 冶鋼 168*20 冶鋼 245*27 包鋼83*14 127*17 168*32 245*32 天津89*16 133*16 180*21 273*27 包鋼。95*9.2 133*16 180*22 273*3095*10 133*22 180*25 273*3695*15 140*18 180*40 299*30102*14 146*14 194*21 325*30。

42crMo鋼管,作為一種高強(qiáng)度、高韌性的合金結(jié)構(gòu)鋼,廣泛應(yīng)用于機(jī)械制造、汽車、石油化工等領(lǐng)域。其卓越的性能源于其化學(xué)成分的獨(dú)特配比,其中含有較高的鉻、鉬元素,使其具有優(yōu)異的耐腐蝕性和耐磨性。這種鋼管在高溫下仍能保持良好的力學(xué)性能,適用于制造承受高溫、高壓的機(jī)械設(shè)備。由于其出色的綜合性能,42crMo鋼管在工業(yè)生產(chǎn)中扮演著不可或缺的角色。
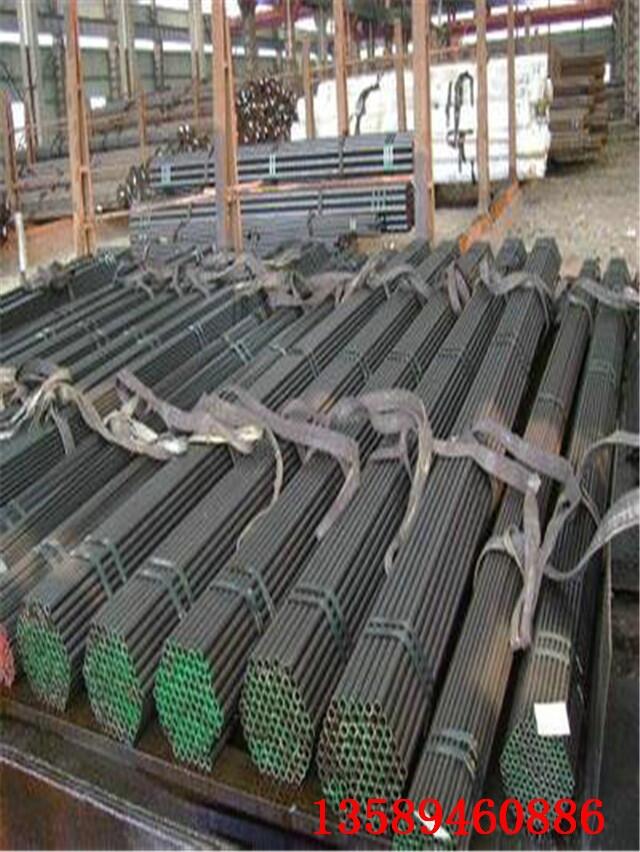
冷拔工藝:管坯---加熱---穿孔----熱軋鋼管(二穿)等---打頭--酸洗--磷化--冷拔--退火(可以多道次重復(fù)打頭至后工序)---矯直----切管---檢驗(yàn)---打包---發(fā)貨鋼管作為鋼鐵產(chǎn)品的重要組成部分,因其制造工藝及所用管坯形狀不同而分為無縫鋼管(圓坯)和焊接鋼管(板,帶坯)兩大類。
但這套設(shè)備在軋制小直徑的厚壁鋼管時(shí),易出現(xiàn)“內(nèi)六方”缺陷J,嚴(yán)重影響壁厚和內(nèi)徑精度,本工作主要通過調(diào)整減徑率和修改減徑機(jī)孑L型參數(shù),制定的生產(chǎn)工藝能有效降低“內(nèi)六方”缺陷。1生產(chǎn)工藝流程及工藝要點(diǎn)生產(chǎn)工藝流程為:坯料鋸切—坯料加熱—穿孔—軋管—微張力減徑—冷卻—矯直—切管—包裝—上交。83*13 冶鋼 127*10 冶鋼 168*20 冶鋼 245*27 包鋼83*14 127*17 168*32 245*32 天津89*16 133*16 180*21 273*27 包鋼。95*9.2 133*16 180*22 273*3095*10 133*22 180*25 273*3695*15 140*18 180*40 299*30102*14 146*14 194*21 325*30。
42crMo鋼管,作為一種高強(qiáng)度、高韌性的合金結(jié)構(gòu)鋼,廣泛應(yīng)用于機(jī)械制造、汽車、石油化工等領(lǐng)域。其卓越的性能源于其化學(xué)成分的獨(dú)特配比,其中含有較高的鉻、鉬元素,使其具有優(yōu)異的耐腐蝕性和耐磨性。這種鋼管在高溫下仍能保持良好的力學(xué)性能,適用于制造承受高溫、高壓的機(jī)械設(shè)備。由于其出色的綜合性能,42crMo鋼管在工業(yè)生產(chǎn)中扮演著不可或缺的角色。
冷拔工藝:管坯---加熱---穿孔----熱軋鋼管(二穿)等---打頭--酸洗--磷化--冷拔--退火(可以多道次重復(fù)打頭至后工序)---矯直----切管---檢驗(yàn)---打包---發(fā)貨鋼管作為鋼鐵產(chǎn)品的重要組成部分,因其制造工藝及所用管坯形狀不同而分為無縫鋼管(圓坯)和焊接鋼管(板,帶坯)兩大類。
