












產品詳情
樹脂砂生產線全線開放式布置,由造型機、合箱機、分箱機、捅箱機、澆注機、轉運小車、清掃機及型砂輸送機等;另外還有一些輔機,這些輔機由機械手、驅動裝置以及定位和緩沖裝置等。靜壓造型的多觸頭壓實過程,盡可能的縮小了鑄型強度上的差值,鑄型硬度均勻性。提高了鑄型在砂箱高度上的利用率,工藝性很好。多觸頭壓實,可改善鑄型背面硬度,提高鑄型緊實度的均勻性及鑄型的精度,型腔無疏松、搭橋,鑄件無結疤、粘砂。環境噪音可降到85db以下,工作條件良好,無震動對設備的影響。靜壓造型起模成型率:97%,因而提高了造型的成品率。由于鑄件精度高、不粘砂、不脹砂、披縫小,因而大大減少了清理工作量,有些鑄件拋丸后甚至不需要再清理,也可減少機加工余量。

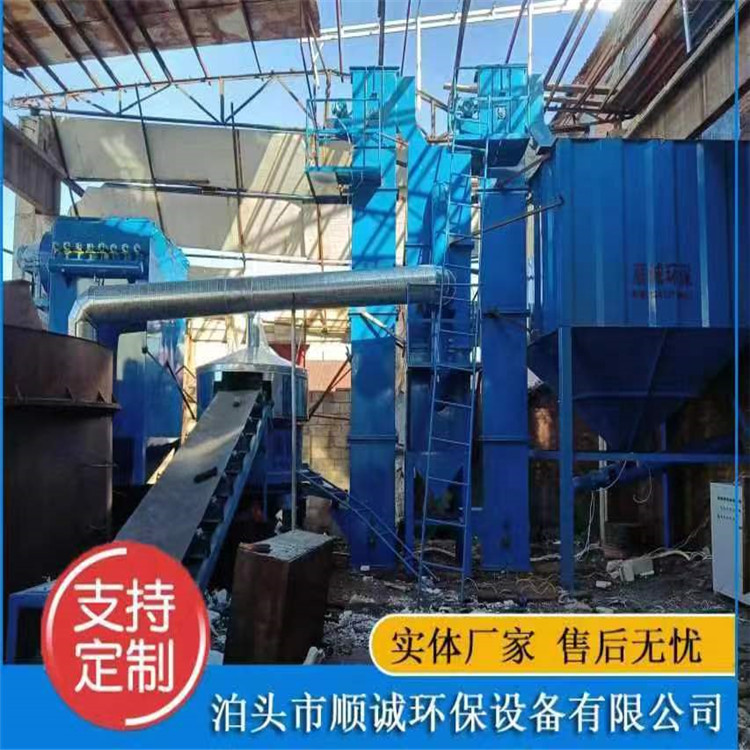
樹脂砂生產線是實現砂處理過程機械化是鑄造生產的一個重要組成部分,一般由磁選皮帶一砂庫一提升機一樹脂砂脫模一篩灰機一振動破碎機一氣力輸送罐一樹脂砂混砂機等組成。
樹脂砂造型生產線工作原理:
1、舊砂通過磁選皮帶運送至砂庫,在離心力作用下拋向四周的性能穩定環,砂粒與性能穩定環之間及砂粒之間的相互反復摩擦與碰撞,使砂粒表面的粘結膜被去除,后的砂從性能穩定環和盤間落下。同時;和盤同處一軸的風機向上鼓風,形成強氣流對下落的砂子沸騰、風選、去粘結膜和灰塵,深受滿足工藝要求的砂。

2、舊砂處理后死粘土含量低、新砂加入量少、混制后型砂濕壓強度好、流動性透氣性好。根據鑄造車間布局,工藝要求及匹配不同造型形式,樹脂砂處理生產線可以有多種變化,但工藝流程一般主要有舊砂回收,舊砂破碎篩分,舊砂冷卻降溫,粘土和煤粉輸送,新舊砂輸送,及型砂混制等組成。
3、舊砂回收,舊砂經過落砂機落砂,散落砂由收集斗收集后,經由輸送設備(振動輸送槽,皮帶機,提升機等)輸送到下級篩分設備。輸送過程中由磁選設備去除砂總的夾鐵,鐵豆等。
4、舊砂篩碎篩分,來得舊砂通過篩分設備對舊砂中的大塊進行破碎篩分,舊砂中的大塊雜物及無法破碎的砂塊被篩出,同時抽風抽除微粉。
