

















產品詳情
大同階梯鉆頭定制 批發價格簡介:
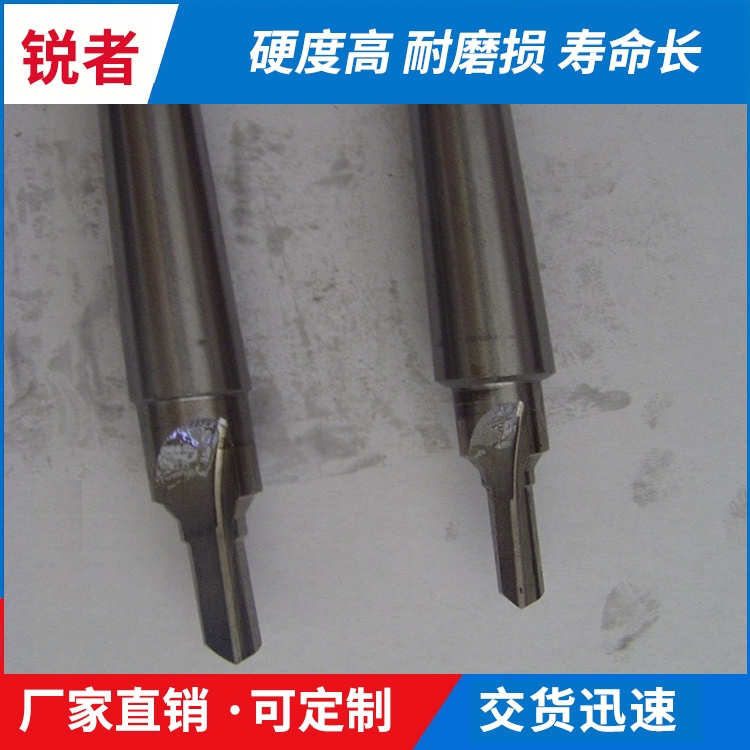
銳者精密工具有限公司可定制各種硬質合金和高速鋼的階梯鉆頭,并可根據客戶需求定制加長、加粗、錐度、莫氏錐柄等的臺階鉆頭。并輔以超硬涂層,更耐用,加工孔壁光潔度高、孔徑精度高等。

大同階梯鉆頭定制 批發價格優勢: 多年的數控刀具定制生產能力,加工臺階成型孔讓您無憂的選擇。

主營產品:階梯鉆頭
階梯鉆頭有多厲害,鋼鐵上鉆孔分分鐘的事
階梯鉆頭通常指階梯鉆頭,可以劃分為焊接式,整體式,可換頭式和可轉位刀片式。硬質合金的主要化學成分是鈷和碳化鎢等,硬度高于HRC90度,適用于批量加工。現在市面上的階梯鉆頭通常是以鎢鋼為原材料的整體鉆頭,盡管原材料相同,但是因為加工工藝不同,所以不同品牌的階梯鉆頭質量差距很大,進口和國產的之間的區別也很大。進口的階梯鉆頭通常選用VHM微晶粒硬合金制作生產,多用于銑床。高品質的階梯鉆頭會進行表面涂層,例如氮化鋁鉻涂層,這種涂層是一種單層涂層,涂層后鉆頭色彩是藍灰色,厚度只有4μm,但是它的硬度可以達到3200HV,熱穩定性達到1100攝氏度,摩擦系數達到0.35。進行涂層處理之后的階梯鉆頭可以加工的鋼硬度達到54HRC。
合金銑刀怎么選?合金銑刀一般用在銑床上加工溝槽、臺階、平面、成形外表和切割工件等。以下是一些合金銑刀的挑選技巧。1、挑選合金銑刀,要留意合金銑刀的刀架和刀體。2、合金銑刀可以用在數控加工中心上,但還是銑床上用的多。3、合金銑刀加工的硬度和材料。4、合金銑刀的全長、刃長、柄徑、刃徑等。假如是數控加工中心使用,就要選擇整體硬質合金,銑床使用可以選擇白鋼。硬質合金銑刀和高速鋼銑刀相比,硬度較硬。雖然高速鋼刀具價格低廉,耐性好,但是強度低,高速鋼銑刀的熱硬性能達到600度,硬度能達到65HRC,顯然在使用高速鋼銑刀的時候,冷卻液不到位的話容易發生燒刀現象,這就是熱硬性不高導致的。
服務地區:大同
選用階梯鉆頭必須考慮的因素
一、加工精度:挑選階梯鉆頭的時候,優先要考慮鉆削加工尺寸的具體精度要求。通常來講,被加工的孔徑越小,它的公差也就會越小。所以,鉆頭廠家會依照被加工孔的直徑的尺寸對鉆頭分類。在四種類型的階梯鉆頭中,整體階梯鉆頭的加工精度更高(φ10mm整體階梯鉆頭的公差范圍為0~0.03mm),所以它是加工高精度孔的更好選擇;焊接式階梯鉆頭和可更換硬質合金齒冠鉆頭的公差范圍為0~0.07mm,適用于一般精度要求的孔加工;安裝硬質合金可轉位刀片的鉆頭比較適合重載粗加工,雖然它的加工成本通常低于其它幾種鉆?頭,但其加工精度也比較低,公差范圍為0~0.3mm(取決于鉆頭的長徑比),因此它一般?用于精度要求不高的孔加工或者通過換裝鏜刀片完成孔的精加工。
二、、排屑與冷卻液:排屑是鉆削加工中不容忽視的問題。事實上,鉆削加工中遇到多的問題就是排屑不暢(加工低碳鋼工件時尤其如此),且無論使用何種鉆頭均無法回避這一問題。加工車間經常采用?外部注入冷卻液的方式輔助排屑,但這種方法只有在被加工孔深小于孔徑以及減小切削參數的情況下才有效。此外,必須選用與鉆頭直徑相匹配、合適的冷卻液種類、流量和壓力。對于沒有安裝主軸內冷卻系統的機床,則應使用冷卻液導管。被加工的孔越深,排屑就越困難,需要的冷卻液壓力也越大,因此應保證鉆頭制造商推薦的冷卻液流量,如冷卻液流量不足,則需要減小加工進給量。
四、每孔加工成本:生產率或每孔加工成本是影響鉆孔加工重要的因素。為提高生產率,鉆頭制造商正致力于研究可集成多種操作工序的加工方法,并開發可實現高進給、高轉速加工的鉆削刀具。開發的可更換硬質合金齒冠鉆頭具有優異的加工經濟性。鉆頭磨損后,用戶不必更換整個鉆體,只需更換硬質合金齒冠即可,其購買費用只相當于焊接式或整體階梯鉆頭重磨一次的費用。硬質合金齒冠更換容易且重復性精度極高,加工車間可用一支鉆體配備多個齒冠,以加工不同孔徑尺寸的孔。這種模塊化的鉆削系統可減少直徑12~20mm鉆頭的編目費用,同時還可節省對焊接式或整體階梯鉆頭進行重磨時需要的備份刀具費用。在考慮每孔加工成本時,還應將鉆頭的總壽命計算在內。一般來說,一支整體階梯鉆頭只能重磨7~10次,一支焊接式階梯鉆頭只能重磨3~4次,而可更換硬質合金齒冠鉆頭在加工鋼料時,其鋼制鉆體至少可更換齒冠20~30次。由于焊接式或整體階梯鉆頭需要重磨,為避免刀具發生破損,車間在使用這種鉆頭時傾向于采用較低的切削參數,因此也會影響鉆削生產率。而可更換硬質合金齒冠鉆頭不需重磨?,工廠在加工時可采用更大的進給量和切削速度而不必擔心齒冠破損。在許多情況下,由于焊接式或整體階梯鉆頭重磨后的切削刃形狀和刃口處理狀態與新鉆頭難以完全吻合,因此其切削性能也與新鉆頭存在一定差異。此外,如重磨過程中對切削刃處理不當,可能使刃口容易破損、鉆削扭矩和鉆削力加大、切削熱增加,從而導致鉆頭壽命減少。新型可更換硬質合金齒冠鉆頭的工作壽命則更為穩定一致。

你知道如何正確使用階梯鉆頭嗎?
你知道如何正確使用階梯鉆頭嗎?1、選擇正確的機床階梯鉆頭可應用于數控機床,加工中心等功率大、鋼性好的機床,并且應保證刀尖跳動TIR<0.02。而搖臂鉆,銑等機床由于功率較小,主軸精度差,容易導致階梯鉆頭的早期崩損,應盡量避免。 2、選擇正確的刀柄彈簧夾頭,側壓刀柄,液壓刀柄,熱漲刀柄等都可使用,但由于快換鉆夾頭夾緊力不夠容易導致鉆頭打滑而失效,應杜絕使用。3、正確的冷卻(1)外冷應注意冷卻的方向組合,形成上下梯次配置,并且盡可能減小與刀具的夾角。(2)內冷鉆頭應注意壓力和流量,并應防止冷卻液泄露影響冷卻效果。4、正確的鉆孔工藝(1)當入鉆表面傾角>8-10°時,不可鉆。<8-10°時,進給應減至正常的1/2-1/3;(2)當出鉆表面傾角>5°時,進給應減至正常的1/2-1/3;(3)當鉆交叉孔(正交孔或斜交孔)時,進給應減至正常的1/2-1/3;(4)2刃鉆頭不得擴孔。
