
















產(chǎn)品詳情
雞西階梯鉆頭定制 批發(fā)價(jià)格簡介:
銳者精密工具有限公司是一家專業(yè)從事高端精密刀具研發(fā)、生產(chǎn)和銷售的高新技術(shù)企業(yè)。公司廠區(qū)地理位置優(yōu)越,交通便利,擁有良好的生產(chǎn)和辦公環(huán)境。公司率先引進(jìn)包括瑞士伊瓦格全自動(dòng)磨削中心、臺(tái)灣數(shù)控機(jī)床及銑削加工中心、精密磨床、自動(dòng)影像測量儀等先進(jìn)設(shè)備,為生產(chǎn)高端精密刀具提供可靠的硬件基礎(chǔ),為增強(qiáng)市場競爭力提供堅(jiān)實(shí)后盾。銳者精密工具有限公司產(chǎn)品主要分為:合金內(nèi)冷鉆頭、合金銑刀、合金鉆頭、 合金麻花鉆頭、 合金臺(tái)階鉆頭、合金鉸刀、 合金螺旋鉸刀、 錐度鉸刀、 T型銑刀、 T型槽銑刀、非標(biāo)刀具、 非標(biāo)成型刀具、 復(fù)合成型刀具、合金螺紋銑刀、 合金螺牙刀、 鎢鋼刀塊、 鎢鋼異形刀、 合金異型刀、 機(jī)夾銑刀盤、 機(jī)夾盤銑刀、 盤銑刀、 銑刀盤、 成型槽銑刀盤、 模數(shù)銑刀盤等。產(chǎn)品廣泛應(yīng)用于汽車發(fā)動(dòng)機(jī)制造、精密壓鑄、、光伏等產(chǎn)業(yè)領(lǐng)域。產(chǎn)品長期以來受到客戶的青睞肯定。術(shù)業(yè)有專攻。在未來的發(fā)展中,銳者精密工具有限公司將繼續(xù)秉承“為客戶創(chuàng)造更大價(jià)值”的企業(yè)理念,為用戶提供更優(yōu)質(zhì)的產(chǎn)品和完善的服務(wù),為制造行業(yè)的發(fā)展做出自己的貢獻(xiàn)。

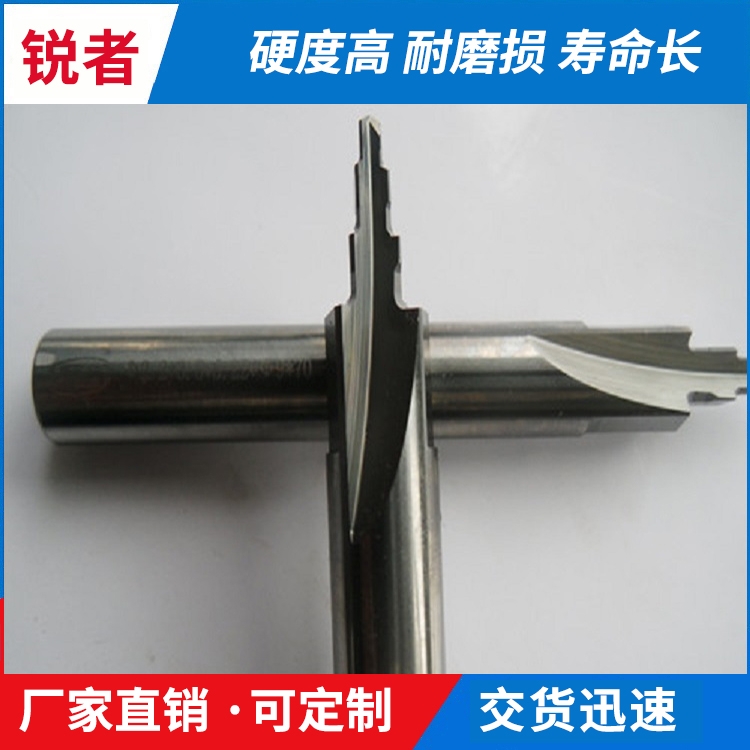
銳者公司根據(jù)客戶機(jī)加工成型孔鉆削需求,針對性的根據(jù)工件采用高性能材料,定制各種規(guī)格的復(fù)合臺(tái)階鉆頭,鉆頭分為螺旋刃和直槽刃設(shè)計(jì) 。并根據(jù)產(chǎn)品加工需求刃數(shù)可以分為單刃及多刃等,銳者工具公司生產(chǎn)的階梯鉆更能方便客戶的臺(tái)階孔實(shí)現(xiàn)一次數(shù)控階梯孔成型加工。
服務(wù)地區(qū): 雞西

教您區(qū)別白鋼鉆頭與階梯鉆頭
鉆頭品種很多,所說的鉆頭特指麻花鉆,一般麻花鉆使用兩種材質(zhì),一種是高速鋼,被稱作白鋼鉆頭;一種是合金,被叫做階梯鉆頭,就來教大家怎樣快速區(qū)分白鋼鉆頭和階梯鉆頭。1、鉆頭的重量。白鋼鉆頭遠(yuǎn)比階梯鉆頭要輕,而且兩種鉆頭的質(zhì)感是不相同的,了解的人通過手感就可以區(qū)別開來,但是不了解的人就可以通過重量來區(qū)別,大小差不多的鉆頭,重的就是階梯鉆頭。2、鉆頭的硬度,可以用兩種鉆頭相互劃一下,不容易有劃痕的就是階梯鉆頭。3、鉆頭的顏色,階梯鉆頭的外表顏色比較亮還發(fā)黑;而白鋼鉆頭顏色單一還發(fā)白。上面就是區(qū)別白鋼鉆頭與階梯鉆頭的3個(gè)小技巧,想要挑選一款優(yōu)質(zhì)刀具,首先就是要了解刀具的方方面面,也可以參考市場銷量好的刀具,通過對比來選擇合適的優(yōu)質(zhì)刀具。
階梯鉆頭適合哪種材質(zhì)的孔加工?
鉆頭在孔加工中使用廣泛,用來孔加工的鉆頭一般有三種:高速鋼鉆頭,階梯鉆頭,焊接鉆頭。就和大家一起討論一下階梯鉆頭適合哪種材質(zhì)的孔加工。要想知道階梯鉆頭適合加工哪種材質(zhì),首先要知道階梯鉆頭是選用了哪種工藝,有的階梯鉆頭工藝用來加工不銹鋼,有的用來加工鋁合金,有的用來加工銅、鐵等,不藝針對的材質(zhì)不同,用的不對效果沒那么好,不僅費(fèi)事還費(fèi)料。階梯鉆頭質(zhì)量的好壞取決于它的原料和工藝,原料的決定性比較小,主要的還是加工工藝,加工工藝又決定了階梯鉆頭的頂部和螺旋槽的設(shè)計(jì),鉆尖尖銳的用來加工鋁件,鉆尖鈍點(diǎn)的用來加工鐵件。階梯鉆頭種類繁多,挑選一個(gè)合適的階梯鉆頭對于孔加工來說是很重要的。
主營項(xiàng)目:階梯鉆頭

服務(wù)地區(qū): 雞西
階梯鉆頭孔加工中遇到的問題和解決方法
階梯鉆頭是我們孔加工刀具中的很常見的一種鉆頭,其材料選的是硬質(zhì)合金,專門用來針對高硬度原才料進(jìn)行加工。階梯鉆頭孔加工呈現(xiàn)的問題及解決方案。點(diǎn)、孔徑過大:1、階梯鉆頭裝夾欠好,主軸自身跳動(dòng)量過大(選用質(zhì)量好的刀柄及夾具,校對主軸,每次裝夾鉆頭時(shí)細(xì)心丈量與調(diào)整)。2、鋒角不對稱,刃高差過大,橫刃偏疼(從頭刃磨校對,刃磨后精度查看)。第二點(diǎn)、孔徑一致性欠安:1、進(jìn)給速度過大(下降進(jìn)給速度)。2、切削液供應(yīng)不充足(改動(dòng)切削液供應(yīng)辦法,添加流量)。第三點(diǎn)、孔方位度欠好,中心距離一致性差:1、吃刀時(shí)發(fā)生誤差(進(jìn)步刀具與機(jī)床的剛性,進(jìn)步工件與夾具的剛性,選用吃刀性好的鉆型,查看吃刀面的水平度)。2、機(jī)床精度丟失(查看機(jī)床精度)。3、階梯鉆頭定心作用欠好,橫刃偏疼(從頭刃磨,刃磨后精度查看)第四點(diǎn)、孔直線度,筆直度欠好:1、刀具磨損過大(從頭刃磨)。2、鋒角不對稱,刃高差過大,橫刃偏疼(從頭刃磨校對,刃磨后精度查看)。3、剛性缺乏(進(jìn)步機(jī)床、夾具、鉆頭、等剛性強(qiáng)度)。4、被切削平面不平(查看預(yù)加工面的水平度)。第五點(diǎn)、孔圓度欠好:1、鋒角不對稱,刃高差過大,橫刃偏疼(從頭刃磨校對,刃磨后精度查看)。2、階梯鉆頭裝夾欠好,主軸自身跳動(dòng)過大,工件裝夾不結(jié)實(shí)(選用質(zhì)量好的刀柄及夾具,每次裝夾鉆頭時(shí)細(xì)心丈量與調(diào)整,校對主軸,保證工件裝夾的一致性)。3、后角過大(從頭刃磨)。4、剛性缺乏(進(jìn)步機(jī)床、夾具、鉆頭、等剛性強(qiáng)度)。

