

















產品詳情
近期有很多朋友在互聯網上面尋找咸陽階梯鉆頭定制 多種型號,咨詢哪家咸陽階梯鉆頭定制 多種型號比較好,為了方便大家找到更合適的咸陽階梯鉆頭定制 多種型號,給大家推薦銳者精密工具,希望能夠幫助到大家。
咸陽階梯鉆頭定制 多種型號簡介:
銳者精密工具有限公司根據客戶機加工成型孔鉆削需求,針對性的根據工件采用高性能材料,定制各種規格的復合臺階鉆頭,鉆頭分為螺旋刃和直槽刃設計;并根據產品加工需求刃數可以分為單刃及多刃等,銳者工具公司生產的階梯鉆更能方便客戶的臺階孔實現一次數控階梯孔成型加工。銳者精密工具有限公司可定制各種硬質合金和高速鋼的階梯鉆頭,并可根據客戶需求定制加長、加粗、錐度、莫氏錐柄等的臺階鉆頭。并輔以超硬涂層,更耐用,加工孔壁光潔度高、孔徑精度高等。多年的數控刀具定制生產能力,加工臺階成型孔讓您無憂的選擇。
服務地區: 咸陽

主營項目:階梯鉆頭
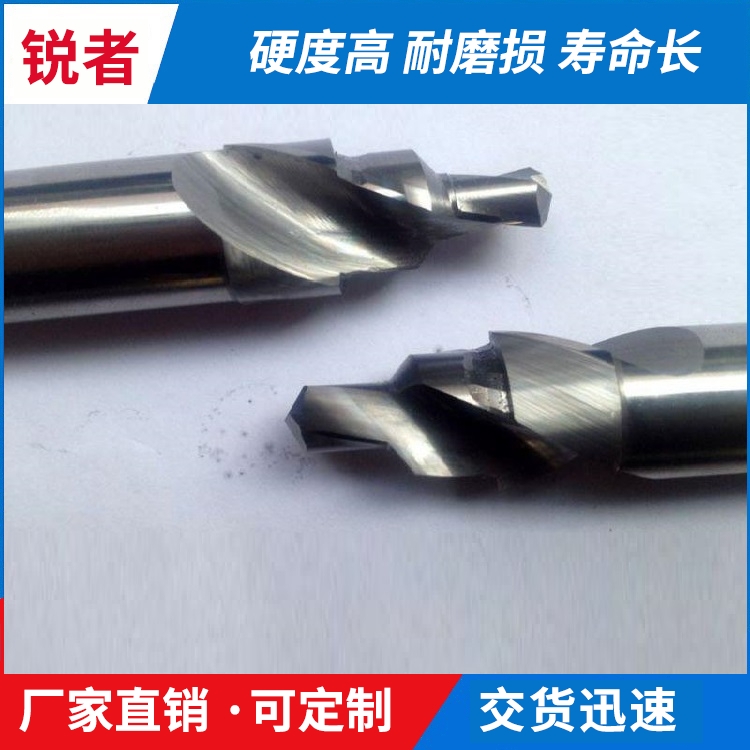
階梯鉆頭的結構
階梯鉆頭是一種用于在固體材料中鉆孔或盲孔以及擴大現有孔的工具。常用的鉆頭有麻花鉆、扁鉆、深孔鉆和合金鉆。雖然鉸刀和中間軸不能在固體材料上鉆孔,但它們通常被歸類為鉆頭。階梯鉆頭是一種用于在固體材料中鉆孔或盲孔以及擴大現有孔的工具。常用的鉆頭有麻花鉆、扁鉆、深孔鉆和合金鉆。雖然鉸刀和中間軸不能在固體材料上鉆孔,但它們通常被歸類為鉆頭。階梯鉆頭鉆頭,包括刀桿,該刀桿具有位于主平面上的一個切削刀片,并且切削刀片具有定向在公共平面上的短切削刃。切削刃形成點狀切削刃,用于進入工件,從而使鉆頭居中。兩個排屑槽設置在刀桿上,排屑槽從底端延伸。在沿著切刀桿的任何橫截面上,排屑槽位于管道平面上彼此徑向相對的位置,并且管道平面與管道兩側的兩個平臺的公共平臺平面成90度延伸,并且切刀桿在該平面中具有很大的剛度。切削刃的平面以大約90°的角度定向邊緣帶平面或刀桿底端的主剛度方向。階梯鉆頭鉆頭是一種可以緩解鉆井狀態突變,穩定鉆井作業,即使產生大的切屑也不會降低鉆井效率的鉆頭。階梯鉆頭具有徑向布置的切削刃,并且具有至少兩個主切削刃和至少兩個沿圓周方向布置在主切削刃之間的輔助切削刃,其中主切削刃設置有作為切削刃的主切削刃,并且主切削刃的內端旋轉定位,而外端位于切削刃的旋轉軌跡的外邊緣。輔助切削刃部分具有作為其切削刃的輔助切削刃,并且輔助切削刃的內端位于偏離朝向外徑側的旋轉的位置,并且外端位于偏離朝向旋轉側的切削刃部分的旋轉軌跡的外邊緣的位置。階梯鉆頭,設置有布置在鉆頭前端的多個切削刃,以及設置在切削刃的基端側并具有形成在基端上的柄的軸狀鉆頭體。切削刃部分具有通過從切削表面和后刀面的接合邊緣朝向前端側突出而形成的切削刃,并且切削刃以從鉆頭旋轉側到外徑側的大致徑向形狀布置。

服務地區: 咸陽
階梯鉆頭到底該怎么選才正確?
一直認為鉆削加工必須在較低的進給量和切削速度下進行,這種觀點在使用普通鉆頭的加工條件下曾經是正確的。如今,隨著階梯鉆頭的 出現,鉆削加工的概念也發生了變化。事實上,通過正確選用合適的階梯鉆頭,可以大幅度提高鉆削生產率,降低每孔加工成本。選用階梯鉆頭的考慮因素:1.加工精度加工精度選用階梯鉆頭時,首先需要考慮鉆削加工的尺寸精度要求。一般來說,被加工孔徑越小,其公差也越小。因此,鉆頭制造商通常根據被加工孔的名義直徑尺寸對鉆頭進行分類。整體階梯鉆頭的加工精度更高(φ10mm整體硬質合金 鉆頭的公差范圍為0~0.03mm),因此它是加工高精度孔的更佳選擇;安裝硬質合金可轉位刀片的鉆頭比較適合重載粗加工,雖然它的加工成本通常低于其它幾種鉆頭,但其加工精度也比較低,公差范圍為0~0.3mm(取決于鉆頭的長徑比)。2.加工穩定性加工穩定性除了考慮鉆孔精度要求外,選擇鉆頭時還需考慮加工機床的穩定性。機床穩定性對于鉆頭的安全使用壽命和鉆孔精度至關重要,因此需要仔細檢驗機床主軸、夾具及附件的工作狀態。此外,還應 考慮鉆頭自身的穩定性。焊接式階梯鉆頭和可更換硬質合金齒冠鉆頭是由兩條對稱切削刃組成可自定心的幾何刃型,這種具有高穩定性的切削刃設計使其在切入工件時不需要減小進給率,只有當鉆頭傾斜安裝與工件表面成一定傾角切入時例外,此時建議在鉆入、鉆出時將進給率減小30%~50%。3.排屑與冷卻液排屑是鉆削加工中不容忽視的問題。事實上,鉆削加工中遇到多的問題就是排屑不暢(加工低碳鋼工件時尤其如此),且無論使用何種鉆頭均無法回避這一問題。加工車間經常采用外部注入冷卻液的方式輔助排屑,但這種方法只有在被加工孔深小于孔徑以及減小切削參數的情況下才有效。此外,必須選用與鉆頭直徑相匹配、合適的冷卻液種類、流量和壓力。對于沒有安裝主軸內冷卻系統的機床,則應使用冷卻液導管。被加工的孔越深,排屑就越困難,需要的冷卻液壓力也越大,因此應保證鉆頭制造商推薦的冷卻液流量,如冷卻液流量不足,則需要減小加工進給量。4.每孔加工成本生產率或每孔加工成本是影響鉆孔加工重要的因素。為提高生產率,鉆頭制造商正致力于研究可集成多種操作工序的加工方法,并開發可實現高進給、高轉速加工的鉆削刀具。一般來說,一支整體階梯鉆頭只能重磨7~10次,一支焊接式階梯鉆頭只能重磨3~4 次,而可更換硬質合金齒冠鉆頭在加工鋼料時,其鋼制鉆體至少可更換齒冠20~ 30次。可更換硬質合金齒冠鉆頭不需重磨,車間在加工時可采用更大的進給量和切削速度而不必擔心。開發的可更換硬質合金齒冠鉆頭具有優異的加工經濟性。硬質合金齒冠更換容易且重復性精度極高,加工車間可用一支鉆體配備多個齒冠,以加工不同孔徑尺寸的孔。這種模塊化的鉆削系統可減少直徑12~20mm鉆頭的制造成本及管理費用,同時還可節省對焊接式或整體階梯鉆頭進行重磨時需要的備份刀具費用。在考慮每孔加工成本時,還應將鉆頭的總壽命計算在內。
我們為客戶提供專業服務,歡迎新老客戶前來惠顧。
