

















產(chǎn)品詳情
濰坊階梯鉆頭定制 多種型號簡介:
銳者精密工具有限公司可定制各種硬質(zhì)合金和高速鋼的階梯鉆頭,并可根據(jù)客戶需求定制加長、加粗、錐度、莫氏錐柄等的臺階鉆頭。并輔以超硬涂層,更耐用,加工孔壁光潔度高、孔徑精度高等。

濰坊階梯鉆頭定制 多種型號優(yōu)勢: 多年的數(shù)控刀具定制生產(chǎn)能力,加工臺階成型孔讓您無憂的選擇。

主營產(chǎn)品:階梯鉆頭
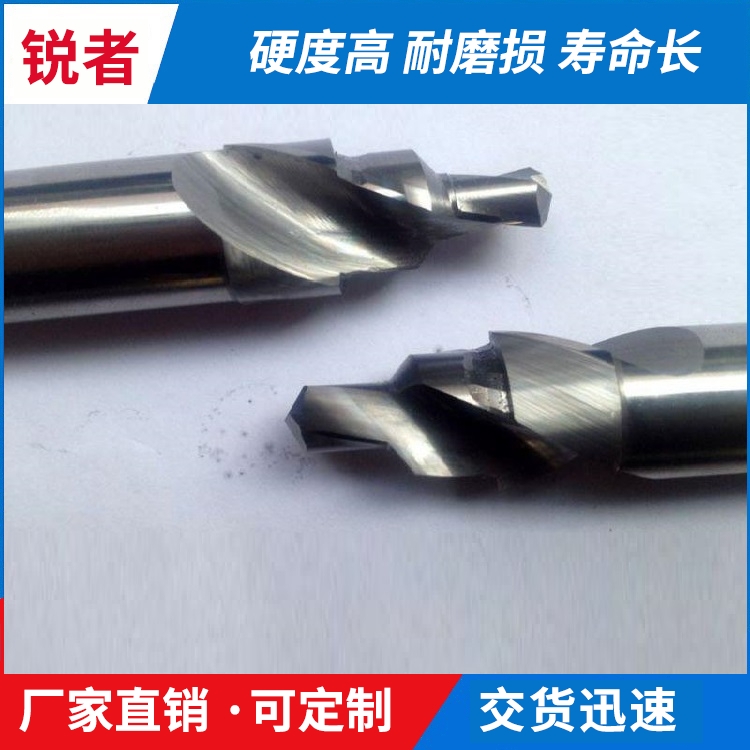
階梯鉆頭的設(shè)計(jì)細(xì)節(jié)
根據(jù)階梯鉆頭的直徑,外徑4mm以下的鉆頭采用直線刃形,切削刃為直線;外周前角為負(fù)的設(shè)計(jì),即使直徑小也能確保工具的剛性、刃部強(qiáng)度、低切削阻力,這是兩種刃形。外徑4mm以上的鉆頭采用波紋狀刃形具有廣泛的切削槽設(shè)計(jì),能夠更好地排出切屑。根據(jù)階梯鉆頭的直徑,外徑4mm以下的鉆頭采用直線刃形,切削刃為直線;外周前角為負(fù)的設(shè)計(jì),即使直徑小也能確保工具的剛性、刃部強(qiáng)度、低切削阻力,這是兩種刃形。外徑4mm以上的鉆頭采用波紋狀刃形具有廣泛的切削槽設(shè)計(jì),能夠更好地排出切屑。
(1)鈍化處理:制造硬質(zhì)合金工具時(shí),其主切削刀尖有一定的毛刺。不去除的話刀尖會有缺口,這個(gè)缺口在切削時(shí)會加劇磨損,嚴(yán)重影響工具的壽命。通過主切削刃鈍化,刀尖形成r形圓弧,降低掉塊的概率,可以改善孔的表面品質(zhì)。刀尖強(qiáng)化處理是將階梯鉆頭的刀尖做成小圓弧r,分散切削阻力,消除刀尖和韌帶上的細(xì)小鋸齒,提高刀尖的剛性。目前常用的鈍化方法有尼龍刷鈍化法、鈍化機(jī)強(qiáng)化法、懸浮鈍化法,比較常用的是研磨機(jī)鈍化法。鈍化機(jī)強(qiáng)化法:一次將18根階梯鉆頭安裝在鈍化機(jī)上,在其下桶中加入金剛石磨砂,然后將階梯鉆頭插入金剛石磨砂中,自轉(zhuǎn)公轉(zhuǎn),幾分鐘后使鉆頭刀尖均勻鈍化。鈍化量的大小與時(shí)間有密切的關(guān)系,通過嚴(yán)格控制鈍化時(shí)間可以確保鈍化量,控制和提高鉆頭的壽命。為了避免階梯鉆頭的主切削刃過于鋒利,需要對主切削刃進(jìn)行負(fù)倒角。根據(jù)加工材料的不同,主切削刃的副倒角略有不同。鋼部件負(fù)倒角值為0.06-0.08mm,鑄鐵為0.08-0.10mm,不銹鋼為0.02-0.03mm,鋁合金為0.01-0.015mm。負(fù)倒角鈍化量用雙鏡頭五軸測量儀直接測量。
(2)涂層處理:階梯鉆頭刃部涂層處理的影響大,涂層后的耐磨損性增加,孔的表面品質(zhì)提高,可以良好地改善斷屑器和斷屑器的排出而使用壽命是5-10倍。
服務(wù)地區(qū):濰坊

加工微型孔使用哪種階梯鉆頭更好?
微型孔在五金產(chǎn)品行業(yè)里面很常見,那么到底什么是微型孔呢?加工不銹鋼微型孔使用哪種階梯鉆頭更好呢?我們就一起看看看。微型孔就是指孔徑在3.175以下的。要留意便是孔的精度,一般來說孔徑越小,中心更難掌握,如果鉆頭的中心不對,那么鉆出來的孔就肯定不合格,因此選擇好的鉆頭重要,通常加工微型孔會使用階梯鉆頭。微型孔不僅能夠用階梯鉆頭加工,也能夠用高速鋼鉆頭加工,但是階梯鉆頭是大部分廠家的選擇,因?yàn)榇蟛糠秩苏J(rèn)為不銹鋼材質(zhì)堅(jiān)硬。雖然不銹鋼硬度高,但是它仍然可以被很好的加工,盡管速度不盡如人意,所以大部分人會選擇階梯鉆頭,節(jié)省時(shí)間就是節(jié)省成本。微型孔加工說難不難說簡單也不簡單,要想挑選到質(zhì)量好的的階梯鉆頭是不容易的,但是想要挑選一家專業(yè)的階梯鉆頭廠家難。

試一下這幾個(gè)辦法,解決階梯鉆頭加工異常!
階梯鉆頭的呈現(xiàn),鉆削加工的概念也發(fā)作了改動。經(jīng)過正確選用適宜的硬質(zhì)的階梯鉆頭,能夠大幅度進(jìn)步鉆削生產(chǎn)率,下降每孔加工成本。選對合適的鉆頭,還要會合理使用鉆頭。階梯鉆頭遇到的問題以及解決方案。孔徑過大1、鉆頭裝夾欠好,主軸自身跳動量過大(選用質(zhì)量好的刀柄及夾具,校對主軸,每次裝夾鉆頭時(shí)細(xì)心丈量與調(diào)整)。2、鋒角不對稱,刃高差過大,橫刃偏疼(從頭刃磨校對,刃磨后精度查看)。孔徑一致性欠安1、鋒角不對稱,刃高差過大,橫刃偏疼,刃帶棱面磨損過大(從頭刃磨鉆頭,刃磨后精度查看)。2、鉆頭裝夾欠好,主軸自身跳動量過大,工件裝夾不結(jié)實(shí)(選用好的刀柄及夾具,校對主軸,每次裝夾鉆頭時(shí)細(xì)心丈量與調(diào)整)。3、進(jìn)給速度過大(下降進(jìn)給速度)。4、切削液供應(yīng)不充足(改動切削液供應(yīng)辦法,添加流量)。
孔方位度欠好,中心距離一致性差1、鉆頭裝夾欠好,主軸自身跳動過大(選用好的刀柄及夾具,校對主軸,每次裝夾鉆頭時(shí)細(xì)心丈量與調(diào)整)。2、吃刀時(shí)發(fā)作誤差(進(jìn)步刀具與機(jī)床的剛性,進(jìn)步工件與夾具的剛性,選用吃刀性好的鉆型,查看吃刀面的水平度)。3、機(jī)床精度丟失(查看機(jī)床精度)。4、鉆頭定心作用欠好,橫刃偏疼(從頭刃磨,刃磨后精度查看)孔直線度,筆直度欠好1、刀具磨損過大(從頭刃磨)。2、鋒角不對稱,刃高差過大,橫刃偏疼(從頭刃磨校對,刃磨后精度查看)。3、剛性缺乏(進(jìn)步機(jī)床、夾具、鉆頭、等剛性強(qiáng)度)。4、被切削平面不平(查看預(yù)加工面的水平度)。
孔圓度欠好:1、鋒角不對稱,刃高差過大,橫刃偏疼(從頭刃磨校對,刃磨后精度查看)。2、鉆頭裝夾欠好,主軸自身跳動過大,工件裝夾不結(jié)實(shí)(選用質(zhì)量好的刀柄及夾具,每次裝夾鉆頭時(shí)細(xì)心丈量與調(diào)整,校對主軸,保證工件裝夾的一致性)。3、后角過大(從頭刃磨)。4、剛性缺乏(進(jìn)步機(jī)床、夾具、鉆頭、等剛性強(qiáng)度)。內(nèi)孔表面質(zhì)量欠好1、刃磨不妥(從頭刃磨)。2、切削液供應(yīng)缺乏或類型不適配(改動切削液供應(yīng)辦法,添加流量,選用潤滑性好的切削油)。3、鉆頭裝夾欠好,主軸自身跳動過大(選用質(zhì)量好的刀柄及夾具,校對主軸)。4、進(jìn)給速度過大(下降進(jìn)給速度)。5 、切削刃磨損過大,刃帶棱面粘接嚴(yán)峻(從頭刃磨校對)。6、切屑堵塞(從頭挑選鉆頭:刃溝槽型、螺旋角等,調(diào)整加工辦法:進(jìn)給速度的調(diào)整,選用分段階梯式辦法)。
