








產品詳情
振動時效(vibratoryrelief,VSR)是對應用振動載荷,降低構
殘余應力工藝的總稱。這種工藝目前已經得到廣泛的應用,但它的機
理研究還有待深入。在振動時效降低焊接殘余應力效果的評價方面,
目前的一些方法還很難滿足實時和定量的要求。振動焊接工藝又被稱
為隨焊振動,或振動調制焊接,是在焊接過程對構件附加一個機械振
動1以改善焊縫組織,這方面的研究有一些報道,但這種工藝的實際
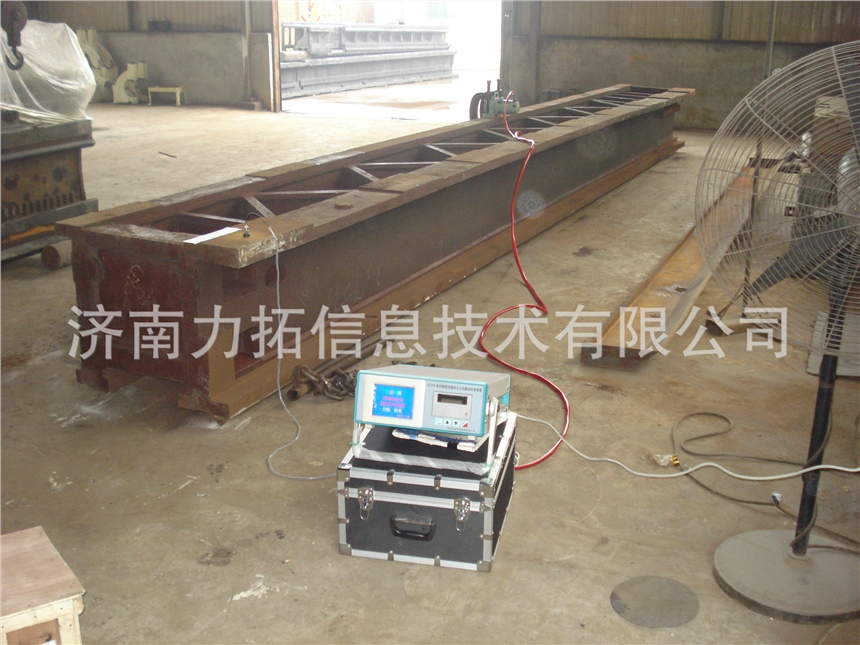
應用還很少見。 北京振動時效 振動時效設備 振動時效儀 測定儀
焊接結構的振動的效是對焊后構件在常溫下進行機械振動處理
的工藝,旨在降低結構殘余應力,保證結構尺寸的穩定性。針對磁浮
軌道梁焊接,本文詳細介紹振動時效工藝及相關的工藝參數,從宏觀
焊接結構的振動的效是對焊后構件在常溫下進行機械振動處理
和微觀分析振動時效的機理,指出了熱時效與振動時效微觀枧理上的
區別。本文比較了各種振動時效效果評價方法,著重分析了振動幅頻
參數曲線觀測法的理論基礎,指出了金屬材料的振動時效過程中除了
粘性阻尼外,還有非粘性阻尼,結構阝且尼是振動時效過程的重要非粘
性阻尼,導出了基于結構阻尼的振動時效幅頻參數曲線方程。根據
HT—7L超導托卡馬克紹構的振動時效幅頻參數曲線,指出結構復雜
的焊接構件振動時效時,不同的振峰,振動時效后的變化規律并不相
同,共振峰有可能降低、右移,振后低幅振峰增值比較常見,采用
JB/T10375一2002標準對振動時效效果進行評價更具有實用性。北京振動時效 振動時效設備 振動時效儀 測定儀
振動時效過程幅頻莊線的變化與振動阻尼的變化密切相關。本文
從阻尼的變化機理著手,依據金屬位錯理論,分析了與振動時效過程
相關的阻尼變化的特征,作者應用動態機械分析儀(DMA)設計了一
系列試驗,研究了不同焊縫組織、不同殘余變形等對振動阻尼的影響,
試驗表明有焊縫試樣內位錯密度更高,位錯增殖更明顯。采用激光焊
接小試樣,通過對基于應變幅度的阻尼(amplitude-dependentmternal
fricuon,ADIF)多次測量,模擬材料振動時效過程,連續三次的振動
測量試驗表明,不同激振力〔應變)幅值下,阻尼變化不相同。激振
力較大時,阻尼的變化有一個先增加后降低的過程。焊接工藝參數對
阻尼有明顯的影響,試樣焊接速度越高,阻尼越大,由于金屬材料冷
卻速度影響位錯的釘扎方式,因此不同焊接線能量下材料的阻尼與位
錯的釘扎方式有關,高冷卻速度下(小焊接線能量),位錯被氣團的
弱釘扎導致阻尼的升高。北京振動時效 振動時效設備 振動時效儀 測定儀

